Fúrótípusok fémhez
A legjobb modellek kiválasztásához meg kell értenie a fúrók típusait.
Spirál
Klasszikus, hengeres fúrók, amelyeket leggyakrabban fémek fúrására használnak. Általában spiráltermékeket készítenek HSS acélból készült.
Az anyag kiváló minőségű vágó acél, ezért a belőle készült kardánszalagokat nagy szilárdság és tartósság jellemzi.
Videó:
Kúpos (lépcsős)
A vágófelület kúp alakú, amelyről az ilyen típusú fúró kapta a nevét. A kúpos biteket lyukak készítésére használják vékony fémből, valamint más vágószerszámok hibáinak javítására.
Melyek a legjobb lépcsős fúrók? A feldolgozandó fém típusától függ. Ha a munkadarab sűrűsége túl magas, akkor jobb drágább, aranyszínű termékeket vásárolni.
A mindennapi életben ezt a típusú fúrót ritkán használják. Ha gyakran kell vékony fémlemezeket fúrni vagy puha anyagokat megmunkálni, akkor a viszonylag magas költségek ellenére meg kell vásárolni egy otthoni műhelyhez.
Videó:
Bit (gyűrűs vágók)
A vágószerszám egy vágóélű henger, amelyet a fém vágására használnak.
A lyuk ilyen módon történő energiafogyasztása többszörösen alacsonyabb, mivel a szerszám és a munkadarab felülete érintkezik kicsi.
Az ilyen típusú fúrók előnye másokkal szemben nagy átmérőjű lyukak előállítása. Ugyanakkor jobb minőségű éleket lehet kapni, mint spirálmodellekkel való munkavégzés során.
Videó:
Perovok
A fémfúráshoz speciális típusú lapos kardántengelyeket használnak cserélhető munkaszélekkel. Az ilyen termékek lehetővé teszik kiváló minőségű, tökéletesen egyenes lyukak készítését.
A ferdeség hiánya a fúrási folyamat során és a nagy átmérőjű lyuk készítése a különböző fémszerkezetekben lehetővé teszi sok kézműves számára, hogy felhagyjon a spiráltermékek használatával.
Ezek a fúrók fő típusai, amelyeket lyukak készítésére használnak fémszerkezetekben.
Videó:










Fúró kivitel váltható keményfém betétekkel

lehetővé teszi akár 5 átmérőjű lyukak létrehozását
A fém fúrótest szerkezeti kialakításának jellemzői a forgácseltávolításhoz használt hornyok megjelenéséhez és méretéhez kapcsolódnak. Lehet egyenes vagy spirális kialakításuk. Érdemes megjegyezni, hogy eltérhetnek a spirálszög tekintetében. Ha a csatornaprofilozás a technológia betartásával történt, akkor ez lehetővé teszi a nagy előtolással történő feldolgozást. Ezenkívül itt kizárt a forgácsok összefonódása, és a feldolgozott felület minősége meglehetősen magas marad.
Szintén figyelni kell a hűtőfolyadék -ellátó csatornák kialakítására. A legjobb, ha a hajótest közelében vannak
Ez az elrendezés lehetővé teszi a fúrótest magjának minimálisra csökkentését, lehetővé téve a forgácseltávolításhoz használt hornyok felhalmozódását.
Tervezés

A legelterjedtebbek a fúrókhoz használt keményfém betétek, amelyek három- és tetraéder alakúak. Ezekkel a szerszámokkal történő fúrás lehetővé teszi, hogy a lyuk szinte sík aljú legyen. Az elavult fúrómódosítások jellemzője a négyzet alakú, háromszögletű vagy törött háromszöglemez.Az ilyen eszközök használatával ésszerűen jó eredményeket lehet garantálni a termelékenység, a tartósság és a minőség tekintetében. Ennek ellenére még mindig kevésbé lenyűgöző eredményeket mutatnak, mint a speciálisan profilozott lemezekkel ellátott fúrótermékek.
A legjobb eredményt a tervezésbe beépített, növekményes ugrásszerű technológiától várhatjuk.
Itt figyelmet fordítanak a központi négyzetbetét vágóélére, amely hullám formájában készül. Kezdetben ezzel a technológiával lehetséges a fúró stabilizálása, és ezzel egyidejűleg minimálisra csökkenthető annak visszavonásának kockázata.
Ezenkívül a vágóerő jelentős csökkenése figyelhető meg.
A cserélhető keményfém betétekkel ellátott fúrógépek fémből is megkülönböztethetők azzal a ténnyel, hogy lehetővé teszik olyan lyukak létrehozását, amelyek átmérője meghaladja a fúró névleges mutatóját. Ezt úgy érik el, hogy a fúrót elmozdítják egy esztergán az elem tengelyéhez képest 0,8-3,5 mm tartományban. A pontos értéket közvetlenül az átmérő határozza meg.

Ha fémváltó lemezekkel ellátott fúrógépeket használ, szem előtt kell tartania, hogy ferde és homorú felületek megmunkálására használhatók a felület előkészítése és előfúrása nélkül. Ahhoz, hogy sikeresen megbirkózzon egy ilyen feladattal, csak 50-70%-kal kell csökkenteni a bemélyedés alatti behúzást.
Fúrófajták - alapvető paraméterek
A munkadarab típusa és alakja
1. A sodrófúrót, más néven spirálfúrót a leggyakrabban használják a mindennapi életben. Ezzel a 27,5 centiméter hosszú szerszámmal fát és más anyagokat is fúrhat. 0,1–8 centiméter átmérőjű sodrófúrókat gyártanak.
2. Lapos fúró, toll formájában, innen a második név - toll, nagy és mély lyukak fúrására szolgál. Vágóéje penge formájában készül. Készíthető egy darabból, szárral együtt, vagy felszerelhető egy unalmas rúd vagy egy speciális tartó segítségével.
3. Mély fúráshoz. Ha különösen mély lyukat kell fúrni, amelynek mélysége meghaladja az 5 fúróátmérőt, akkor hosszú, 2 csavaros csatornával rendelkező fúrót használnak. Ezeken a csatornákon egy speciális emulzió áramlik át, ami lehűti a szerszámot működés közben. A csatornák vagy a fúró belsejében, vagy a hátához forrasztott csövekben készülnek.
4. Egyoldalas vágás fúrása. Ha az elkészítendő furatnak különösen pontos méretekkel kell rendelkeznie, vegyen egy fúrót, amelyet csak az egyik oldalával vágnak. Referenciasíkkal rendelkezik, és mindkét vágóél a szerszám középtengelyének ugyanazon oldalán található.
5. A magfúró üreges belül. Ennek a kialakításnak köszönhetően csak keskeny gyűrűt fúr az anyagba. Ezek az úgynevezett koronák.
6. Középső lyuk készítéséhez az alkatrészben használjon speciális fúrót, amelyet középső fúrónak neveznek.










Szár kialakítás
Ennek a hangszernek a farokszakaszának több változata is van. Soroljuk fel őket. Tehát a csípő megtörténik:
- Henger formájában készült;
- kúp alakban készült;
- csiszolt három, négy vagy hat oldallal;
- SDS típus.
Fúrási módszer
A fúró szilárd fémdarabból (legfeljebb 8 milliméter átmérőjű) vagy ötvözetből (legfeljebb 6 milliméter átmérőjű) készülhet. Ebben az esetben speciális acélt használnak, amelynek neve "nagysebességű". Márkái: P9K15, P18 vagy P9.
Ha a fúró átmérője több mint 8 milliméter, akkor hegesztéssel készül. Ebben az esetben a vágott rész nagysebességű acélból, a szár pedig szénacélból készül.
Ha törékeny és törékeny anyagokat kell fúrni, használjon keményfém lemezekkel ellátott fúrót. Hornyokkal rendelkezik, amelyek lehetnek egyenesek, ferdék vagy csavarosak.
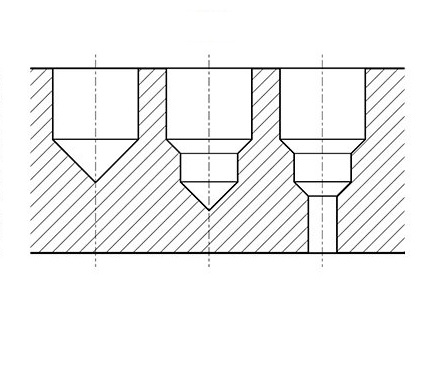
Milyen alakú lyukat kell feldolgozni
Az elvégzendő feladattól függően a gyakorlatok célja is eltérő. Tehát a lyuk alakja szerint a következő típusokra oszthatók:
- Kúpos;
- négyzet;
- lépett;
- hengeres.
Mit takarnak a gyakorlatok?
1. A legolcsóbb bevonat egy fekete oxid fólia. Védi a szerszámot a rozsdától és a túlmelegedéstől is. A fúrógép élettartama természetesen megnövekszik.
2. A titán -nitrid kerámia bevonat nagyon tartós. Legalább 3 -szor meghosszabbítja a műszer élettartamát. A TiN-bevonatú fúrót nem szabad élezni, különben minden előnye elveszik.
3. A TiAlN - titán -alumínium -nitrid bevonatú fúrók még jobb minőségűek és megbízhatóak. Ugyanakkor egy ilyen fúró 5 -ször hosszabb ideig képes hibátlanul működni, mint egy hagyományos.
4. A titán -karbonitridet, máskülönben TiCN -t, megközelítőleg azonos minőségű bevonatnak kell tekinteni.
5. Ha nagy keménységű anyaggal dolgozik, például porcelán kőedényekkel vagy kővel, akkor a legtartósabb fúrókat kell használni - gyémánt bevonattal. Erősségükben nincs egyenlő.
Választási kritériumok
A különböző geometriai paraméterekkel és kialakítással rendelkező keményfém fúrók kiválasztásakor figyelembe kell venni a következő jellemzőket: a termék anyaga, amelyben a lyukat fúrni kell, valamint az átmérője és mélysége
A legfontosabb paraméterek, amelyekre figyelni kell a keményfém fúrógép kiválasztásakor:
- anyag, amelyből a vágó rész készült;
- az alkalmazott keményfém szilárdsága;
- a fúró minősége;
- védjegy és származási ország;
- ár.

A volfrám keményfém fúrók éles vágóélekkel rendelkeznek
Annak ellenére, hogy az ismert márkák alatt gyártott keményfém fúrókat a legmagasabb ár jellemzi a piacon, célszerű őket választani, mivel minőségük és megbízhatóságuk a legmagasabb szinten van. Figyelembe véve azt a tényt, hogy bármely keményfém fúró nem olcsó, nincs értelme ismeretlen gyártóktól megkérdőjelezhető minőségű szerszámot választani.
A mindennapi életben használt fémek lyukainak fúrására szolgáló technológiák
A mindennapi életben három technológiát alkalmaznak lyukak fúrására a fémbe. A tuskókat és lapokat bilincsek és satuk segítségével rögzítik. Leggyakrabban otthon szokásos háztartási fúrókat és hengeres csavaros fúrókat használnak.
Hagyományos fúrás
Ez a fémfúrási technológia mindenki számára ismerős.
-
A jelölés megtörténik.
-
A lyukat kalapáccsal és középső lyukkal jelölik.
-
A munkadarabot satuba vagy szorítóval rögzítik.
-
A szükséges átmérőjű fúrót behelyezzük a fúrótokmányba és rögzítjük.
-
A szerszám középre van állítva.
-
Átmenő vagy vak lyukat fúrnak.

3. fotó: Fém fúrása otthon
Dörzsölés
A fémben történő dörzsölés olyan technológia, amelynek célja egy korábban készített lyuk átmérőjének növelése. Ehhez vegyen nagy átmérőjű fúrókat.










Otthon a lyukakat rendszerint szakaszosan kell felszámolni, fokozatosan növelve a használt szerszámok átmérőjét. Ez annak a ténynek köszönhető, hogy a háztartási fúró teljesítménye sok esetben nem elegendő nagy lyukak fúrásához vastag munkadarabokban. Ezenkívül a lépcsőzetes megközelítés csökkenti a fúrók tengelyirányú nyomását. Ez nagymértékben csökkenti a meghibásodások valószínűségét.

1. kép: nagy lyukak fúrása vastag fémbe otthon
A lyukak mély részeinek átmérőjének csökkentése
Ezzel a fúrási technikával először egy nagy átmérőjű sekély lyukat fúrnak, majd kisebb szerszámokat használnak. A technológia így néz ki.
2. kép: technológia a fém lyukak átmérőjének csökkentésére
Fa fúrókészletek
Mit kell tartalmaznia a fúrókészleteknek? Különféle fémtermék -modelleknek kell lenniük. Különböző vastagságú fa részekre tervezték. Általában hatszögletű talppal rendelkeznek, amelynek térfogata 5-50 mm átmérőjű.

A jó minőségű fúrót jól ki kell élezni. A jövőben ez megakadályozza annak deformálódását a munkafolyamat során.

A 9 mm -nél nagyobb átmérőjű gömbnek hatlapú szárral kell rendelkeznie. Szorosan rögzíti a fém alapot a fúrási folyamat során, ezáltal megakadályozza a csúszást. Mindegyik modellt egy bizonyos típusú tömör fához tervezték.

Például a 11 mm hosszú fafúrót lágy kőzetekhez tervezték. A fúró 1800 fordulat / perc sebességig forog. Ekkor a fém alap szorosan érintkezik a fa felületével.

Kemény fafajok, például tölgy, éger, cédrus esetében használjon 20 mm -es fúrót. A fúrás során a del percenként akár 1000 fordulatot tesz meg.


A minőségi készletek sárga színben vannak feltüntetve. Ez az árnyalat a titán -dioxid jelenlétét jelzi. Ez az anyag meghosszabbítja a fémtermék élettartamát.

Ha a fúrók felülete szürke színű, akkor ez jelzi azok egyszeri használatát. Alumíniumötvözeteket tartalmaznak, amelyeket vékony fa alkatrészekhez terveztek.











A fekete felület edzett fémfelületet jelez. Ez az eljárás erősebbé és tartósabbá teszi a fémtermékeket. Tűlevelűek számára alkalmasak. Ezt a fát lágynak tekintik.

Fajták
Többféle kerámia fúró létezik. Itt van összehasonlító jellemzőjük.
Lance alakú
A következő előnyökkel rendelkeznek:
- alacsony költség: 60-120 rubel;
- hosszú élettartam.
Ezek a tulajdonságok teszik a lándzsafúrót az egyik legkeresettebb lyuk fúrására legfeljebb 12 mm átmérőjű csempékben (maximum egy adott fúrónál).
Porcelán kőedények fúrásakor az élettartam jelentősen csökken - mindössze 4-5 lyukhoz elegendő. De figyelembe véve ennek az anyagnak a speciális fúrók magas költségeit (300-500 rubel), kis számú lyuk fúrása két vagy három lándzsa alakú fúróval jövedelmezőbbnek tűnik.
A szerszám profilja és szöge kizárólag üveghez és kerámiához készült. Amikor megpróbál fúrni egy téglát vagy betont, gyorsan meghiúsul.
Nyerő
A nyertes a Szovjetunióban kifejlesztett volfrám és kobalt ötvözet, amelyet nagy keménység és ugyanakkor megfizethető ár jellemez. A győztes fúrók meglehetősen népszerűek, mivel az ár és a tartósság legjobb kombinációjával rendelkeznek.
Fúrjon győztes borravalóval
Karbid
Ennek a fúrónak jellemző jellemzője a vágó rész egyoldalú élesítése éles szögben. Ennek köszönhetően könnyen és repedés nélkül behatol a törékeny anyagokba, például kerámialapokba és természetes kőbe. Tömör keményfém fúrók kaphatók, legfeljebb 12 mm átmérővel.
Gyémánt bevonattal
A fajta alkalmasabb azoknak a szakembereknek, akiknek sok csempét kell fúrniuk állandóan és nagy mennyiségben, drága, de másrészt:
- nagyon kemény anyagokkal is könnyen megbirkózik: a gyémánt erősebb, mint a természet bármely más anyaga;
- megnövelt erőforrással rendelkezik;
- lyukakat készít nagyon egyenletes szélekkel, mivel az anyagot nem vágja le, hanem összetöri a permetező kristályok.
A gyémánt permetezés rögzítésének módja szerint a fúrókat három típusra osztják:
- gyémántforgács forrasztáshoz való rögzítésével. Ez a leginkább hozzáférhető fajta, de viszonylag gyorsan elveszíti a permetezést, különösen túlmelegedés esetén (a forrasztóanyag lágyul);
- mechanikus rögzítéssel. A gyémánt szemcsét a fúró szélébe olvasztják, amelyet nagyfrekvenciás áramok plaszticitásig melegítenek.A szerszám ellenáll a túlmelegedésnek, és sokkal nehezebben veszíti el a lerakódást, ezért tovább tart. Ugyanakkor ennek költsége, bár magasabb, mint az előző fajta, meglehetősen megfizethető;
- lézeres forrasztással. A legdrágább és tartós fúrók. Általában az iparban használják.
Kör alakú "balerina"
A szerszám hasonló az iránytűhöz: az egyik "láb" egy központosító fúró, a másik félre van téve és vágóval van felszerelve. Vannak modellek két vágó "lábbal".
A lábak közötti távolságot, vagyis az elkészítendő furat sugarát hatlapfejű csavarkulccsal kell beállítani.
A minimális érték 15 mm, a maximális 45 mm. Ennek megfelelően a "balerina" lehetővé teszi 30-90 mm átmérőjű lyukak fúrását.
Ez a fúrótípus akkor kényelmes, ha időről időre lyukakat kell készíteni, ugyanakkor különböző átmérőjűeket. Állandó munkavégzéshez helyesebb koronakészletet (hengeres fúrókat) vásárolni: egyenletes peremet hagynak. A "balerina" után a lyuk szélét csiszolópapírral vagy reszelővel kell kiegyenlíteni.









Tollak
A tollfúró jellegzetes tulajdonsága a vágóél közepén kiálló hegyes kúp. Lehetővé teszi a fúró pontos elhelyezését, és egyben a fogást a csúszós üvegezett felületen.
Nincs szükség a csempe előzetes lyukasztására. A tollfúró maximális átmérője 30 mm.
Egyetemes
Magas széntartalmú acélból készült. Különleges módon élezik, amely lehetővé teszi az anyagok széles skálájának feldolgozását.