Fém színek
Minden egyes fúró különböző színsémával rendelkezik. A tapasztalt kézművesek tudják, hogy a műszaki mutatók a termék színétől függenek. Például az acél színe azt jelzi, hogy a vágószerszám nem volt kitéve magas hőmérsékletnek.
Az acélszínű fúrók nem rendelkeznek fokozott szilárdsággal, ami azt jelenti, hogy sokkal gyorsabban elhasználódnak. A szakértők azt tanácsolják, hogy acél színű vágóelemeket használjon lyukak létrehozásához vékony fémlemezekben, műanyagban, gipszkartonban és fában.
A fekete szín jelenléte a fúró felületén azt jelzi, hogy hőkezelésen esett át, majd a termék további szilárdságot kapott, illetve élettartama megnőtt.
Fajták
A kúpos szár vagy a Morse kúp több változatban is kapható.
-
Hangszeres
- a leggyakoribb, mivel a gépen végzett munka során történő gyors automatikus cserére szolgálnak. A termék paramétereit a GOST szabályozza. -
Rövidített
e - a fúró farokrésze a kúp megvastagodott része miatt csökken. Jelölése a következő: B7 - 14 mm -re rövidítve, B10 - 18 -ra, és B24 -re - 55 mm -re rövidítve. Ezt az opciót akkor használjuk, ha egy lyukhoz bizonyos átmérő szükséges, de sekély mélységű. -
Hosszúkás
- Mély lyukak fúrására használják több szakaszban. -
Metrikus
- szár, amelyben a munkarészhez viszonyított arány 1:20, és a szög több mint 1 fok.
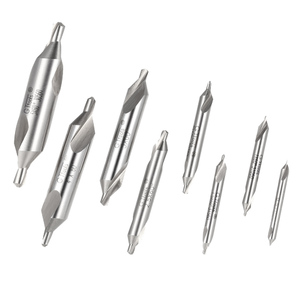
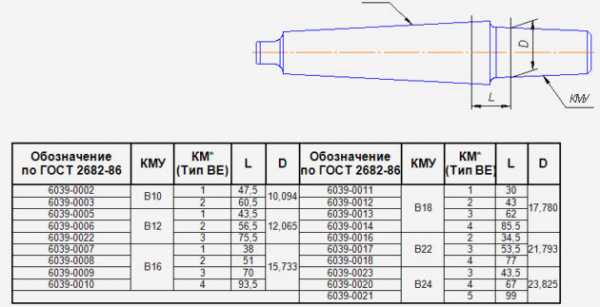
A képen a kúpos farkú fúrófajták láthatók
A fúró célját az élezés határozza meg: csúcsszög, hézagszög stb. Az élezést és a csiszolást speciális gépeken vagy kézzel végezzük.
Kúpos GOST
A GOST 10903-77 szabályozza a szerszámokat kúpos szárral - Morse kúppal és nyakú verzióval.
-
A termék lehetséges átmérője
- 5-10 mm. -
Kúp hossza
- 58-85 mm. -
Farok szakasz
- 6-12 mm.
Hosszúkás
A kiterjesztett farokkal rendelkező fúrókat a GOST 2092-77 szabályozza. Mély lyukak előállítására használják.
Az átmérő mérete 6-30 mm. A farokrész hossza 145–275 mm.






A termékeket két pontossági osztályban gyártják:
-
A1 és A
- fokozott pontossággal; -
B1 és B
- normál pontossággal.
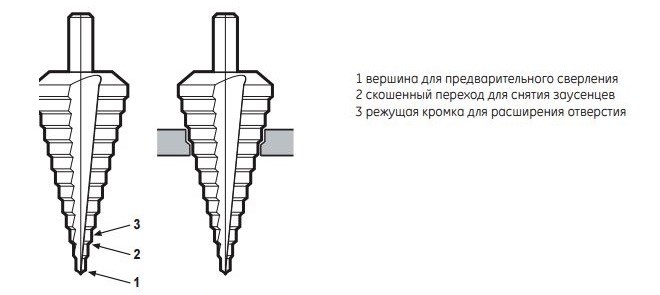
Kúpos léptekkel
A kúp ebben az esetben piramisnak tűnik, ahol minden "lépés" egy bizonyos átmérőjű lyuk kialakításáért felelős. Ez a kialakítás lehetővé teszi különböző méretű lyukak fúrását szerszámcsere nélkül. Jelölésében egyszerre több érték is megjelenik.
Ugyanez a funkció lehetővé teszi, hogy ugyanazzal a fúróval letörje a lyukat. A fúrási sebesség viszonylag alacsony - akár 1000 fordulat / perc, ami nagyon alkalmassá teszi a szerszámot plexiüveggel való munkavégzésre.
A kúpos forma miatt a központosítás problémamentes, de az eltérésekre való érzékenység nagyobb, mint a hangszeres változaté.
Eszközöket használnak acél, alumínium, duralumin és nem fém anyagok - műanyagok, plexi, ebonit - feldolgozásához.
Kobalt kúpos szár
A szilárdsági tulajdonságok és a hőelvezetés javítása érdekében a termékeket további feldolgozásnak vetik alá.
- HSS -G - további csiszoláson megy keresztül;
- A HSS -Co - acél kobaltot tartalmaz, az ebbe az osztályba tartozó fúrógépeket nehéz hőmérsékleti körülmények között való használatra tervezték;
- HSS -R - hengerelt termékek;
- HSS -Tin - a szerszámot titán -nitriddel kezelik, a bevonat csökkenti a súrlódást, és ezáltal a szerszám és az anyag felmelegedését.
A színük alapján meg lehet mondani, hogyan dolgozták fel a fúrókat: az élénk arany szín jelzi a titán -nitrid lerakódását, fekete - hőkezelést alkalmaztak stb.
Önélező szabályok
Néhány egyszerű ajánlás lehetővé teszi a fúró gyors és hatékony élezését:
- Először is elkészítünk egy őrlőberendezést és egy hűtőfolyadékkal ellátott tartályt;
- Az élezés a fúró maximális nyomásával történik a csiszolókoronghoz. Ha az erőfeszítés gyengül, házasság jöhet létre;
- Minden fémtípushoz egyedi élezési szöget választanak ki: acél - 140 fok; rézötvözetek - 120 fok; réz - 100 fok;
- A daráló kivétel nélkül feldolgozza a fúró minden élét.
A kúpos fúró sokoldalú eszköz. Javasoljuk, hogy a gyártási helyszínen és az otthoni készletben is legyen, kisebb javításokhoz.








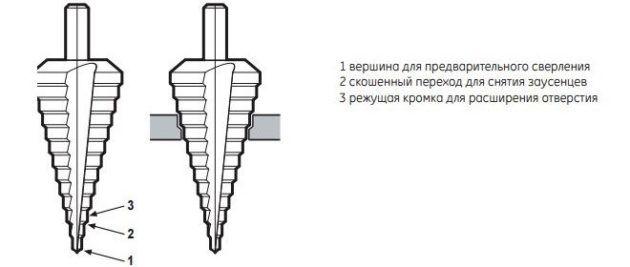
Tervezés és típusok
A készülék a következőkből áll:
- a tényleges munkarész, amelynek kúpos alakja van;
- szár, amellyel a szerszám a fúróhoz van rögzítve;
- éles hegy, amely képes kezelni a legsűrűbb fémet.
A lépcsőfúró vágóéle egyenes vagy spirál típusú. Mindegyiknek megvannak a maga előnyei. Az egyenes él könnyebben és gyorsabban élesedik, míg a spirális él simább, simább fúrást tesz lehetővé a simább menet érdekében. Spirális él használatakor a vékony fémlemez feldolgozásának hatékonysága különösen megnő. Különféle anyagok - fa vagy műanyag - számára vannak szerszámok. De minden lépcsőfúrót ugyanúgy terveztek.
Vannak kerek vagy hatszögletű szárak, amelyeket a használat során megbízhatóbbnak tartanak. A szerszám kiváló minőségű rozsdamentes acélból készült, és a tartós titán -nitrogén vagy gyémánt szemcseméretű bevonat meghosszabbítja élettartamát és csökkenti a gyakori élezés szükségességét. Ebben az esetben emlékezni kell arra, hogy az üzemeltetési szabályok betartása és a megengedett terhelés értéke szükséges.
 Kétféle lépcsős fúrószár létezik - hexa és kerek
Kétféle lépcsős fúrószár létezik - hexa és kerek
Önélező
A lépcsős vagy kúpos fúrók lehetővé teszik 4-32 mm átmérőjű lyukak létrehozását, és kétféle változatban kaphatók: élezés lehetőségével vagy olyan kivitelben, amely nem jelenti ezt a technológiai műveletet. A második típusba tartozó termékek magas költségeit tartósságuk indokolja.
Vágóélük (minden üzemeltetési szabálynak megfelelően) hosszú ideig nem válik unalmassá. Nem szabad megfeledkezni arról, hogy élesítésük megfelelő tapasztalat nélkül csak azt eredményezheti, hogy alkalmatlanná válnak a további használatra.
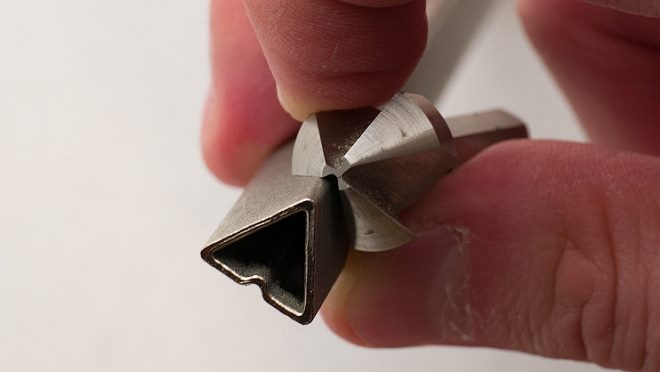
A meghatározott konfigurációjú kúpos fúrók háromszög alakú csiszolórúddal élezhetők
A lépcsős fúró megfelelő élezéséhez elegendő megnézni a képzési videót, és betartani a képzett szakemberek ajánlásait. Ennek az eljárásnak a végrehajtásához még a rajz sem vezetheti, hanem egyszerűen vissza kell állítania a termék eredeti geometriai paramétereit.









Ezenkívül bizonyos esetekben megengedett ezekre a célokra vékony csiszoló gyémántkövek használata, amelyeket kés, olló és egyéb szerszámok élezésére szánnak.
Egy ilyen szerszám élezése, mint a kúpos szárú csavarófúrók, speciális gép segítségével végezhető el, amely normál csiszolópapírral borítható munkafelülettel van felszerelve.
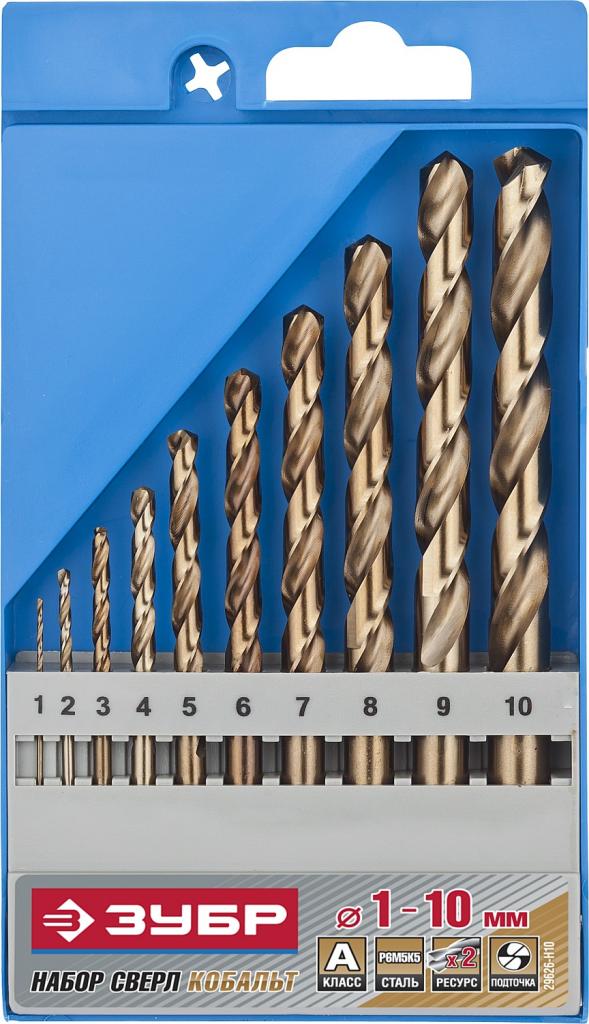
Mire kell figyelni a kúpos fúró kiválasztásakor
Csak akkor válasszon egy ilyen szerszámot, mint a fém kúpos fúró, miután megismerte annak jellemzőit. A szín sokat elárul a lépésfúróról.
- A gyártási anyag acélszürke színe azt jelzi, hogy a fúró semmilyen hőkezelésen nem esett át, ezért nem számíthat kiváló minőségére.
- A fekete felületű kúpos szerszámot forró gőzzel kezelték, hogy növeljék szilárdságát.
- Az acél arany színe azt jelzi, hogy a fém minden belső feszültsége korábban megszűnt, ami javította annak minőségi jellemzőit.
- Ha a lépcsőfúró felülete világos aranyszínű árnyalatú, akkor nagyon kopásálló. Ez biztosítja a fémben található titán -nitridet. Az ilyen termékek meglehetősen magas költségeit teljes mértékben kompenzálja hosszú élettartamuk.
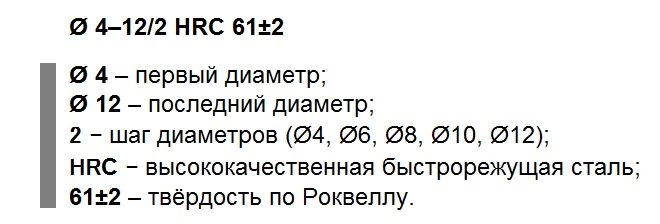
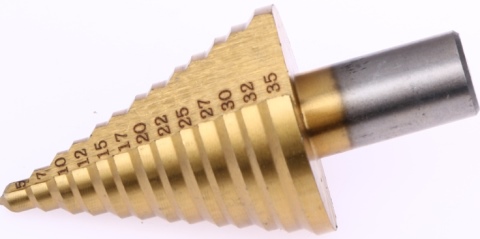
A lépcsős fúró jelölése jelzi annak jellemzőit.
A kúpos fúrók gyártásához különböző minőségű acélokat használnak, amelyeket a jelölés határoz meg. Ha a HSS rövidítés szerepel a jelölésben, ez azt jelenti, hogy a termék segítségével nagy sebességű feldolgozást végezhet anélkül, hogy aggódnia kellene, hogy az intenzív hevítés során deformálódik vagy elveszíti szilárdsági jellemzőit.

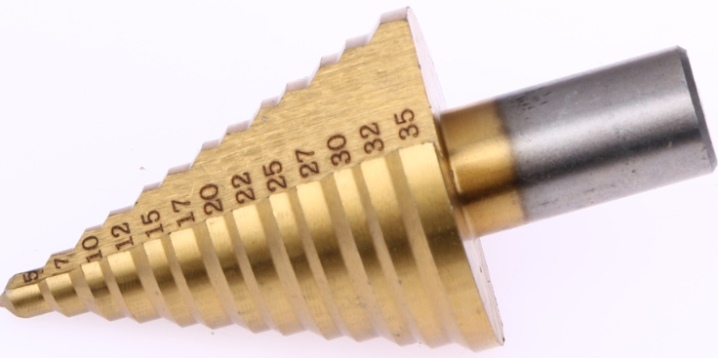
Lépcsős fúró kiválasztásakor ügyeljen az alapvető méretekre
A kúpos fúrók kiválasztásakor vegye figyelembe a következő paramétereket is:
- az üreg átmérője a beszerezendő lyukak jellemzőitől függ;
- védjegy (ez a paraméter nagymértékben meghatározza nemcsak a termék minőségét, hanem annak költségét is);
- a vásárolt kúpos fúró és az anyag, amelyből készült, megfelel a GOST összes követelményének;
- a többszörös élezés lehetősége (itt csak a saját preferenciáitól és a spirális és kúpos fúrók élezésének tapasztalataitól kell vezérelnie a GOST követelményeinek megfelelően).










Használati feltételek
A kúpos vágóelemek működtetése, ellentétben a hagyományos csavart fúrókkal, bizonyos jellemzőkkel rendelkezik. Egyszerűbbek és kényelmesebbek a használatuk. Nem csoda, hogy azt mondják, hogy a kezdő kézműveseknek kúpos szerszámmal kell dolgozniuk.
A munka megkezdése előtt azonban meg kell tanulmányoznia a termék használati utasítását, és emlékeznie kell a fúrási technológiára. A munka során a mesternek egyértelműen összeállított algoritmust kell követnie. A legkisebb bemélyedés is komoly problémákhoz vezethet.

Először is elő kell készítenie a szerszámokat, nevezetesen a kúpos fúrót, fúrót és alapot, ahol lyukat akar fúrni. A fúró mérete a kívánt furatátmérőtől függ. A fúrónak erősnek kell lennie, és másodpercek alatt fel kell vennie a kívánt sebességet. A szakértők viszont azt javasolják, hogy rögzítsenek egy további fogantyút a fúrón. Ami a munkadarabot illeti, ez lehet bármilyen fém vagy szintetikus felület.
A szükséges eszközök összeállításával munkába állhat.
Először is rögzíteni kell a vágószerszámot a fúrótokmányban, és a megfelelő jelölést kell alkalmazni a fúrási helyre.
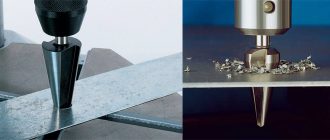
A fúróba behelyezett fúró a munkapontra kerül, és a szerszám aktiválódik
Fontos, hogy a vágóelem merőleges legyen a megmunkálandó munkadarabra.
A fúró fokozatosan mélyül a munkadarabba a fúró forgási sebességének állandó növekedésével. A végeredmény egy sima lyuk lesz, amelynek szélein nincs sorja és egyéb hibája.
A végeredmény egy sima lyuk lesz, amelynek szélein nincs sorja és egyéb hibája.
A következő videó áttekintést nyújt a kúpos fúróról.