Alapvető módok
Az üvegvágás a legfontosabb lépés a feldolgozási folyamatban. Ennek eredményeként a termék megszerzi a megadott méreteket és formákat, valamint a művészi befejezés lehetőségét, amely javítja a megjelenését. Ezeket a műveleteket a kívánt eredménytől függően különböző módokon és módszerekkel lehet elvégezni speciális gépeken.


Mechanikai
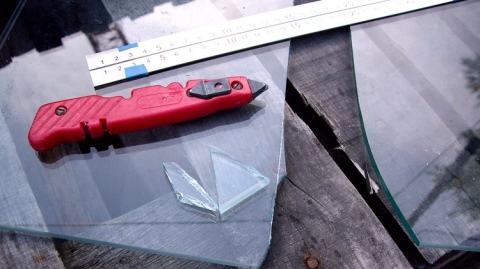
A kézi vágás létezik, és meglehetősen gyakori, de általában csak kisebb javításokra használják, különben nem praktikus. Az üveg feldolgozásának és vágásának legrégebbi és legelterjedtebb módja a mechanikus módszer. Jelenleg ez a legmegfelelőbb feldolgozási módszer. Ez a módszer magában foglalja a főleg wolframból készült, ék alakú vágóhengerek használatát.


Az elavult mechanikus vágási technológia ellenére még mindig jelentős előnyei vannak:
- a legnagyobb vágási sebesség - akár 120 m / perc;
- a berendezések alacsony költsége és könnyű karbantartás;
- a munkadarabok különböző méretűek és formájúak lehetnek.
A mechanikus vágás leggyakoribb hátrányai a következők:
- forgácsok és a vágás érdessége az anyag mechanikai hibái miatt;
- a vágott él későbbi feldolgozásának és befejezésének szükségessége;
- vágáskor speciális folyadékokat kell használni.

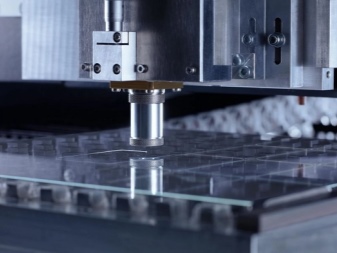
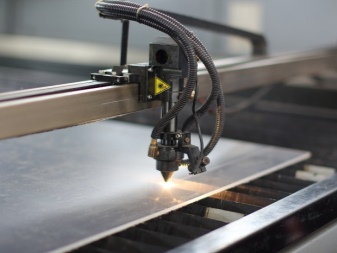
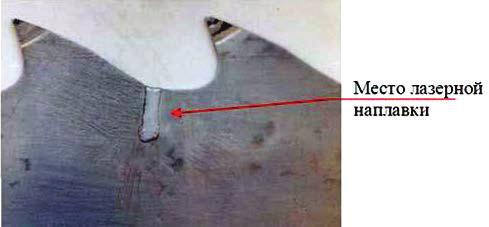
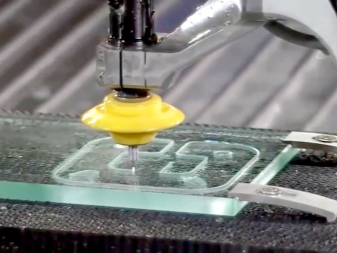
Lézer
A lézervágást kezdetben vékony fémeken tesztelték. Újabban ugyanezt a módszert alkalmazták az üveg vágására speciális eszközökkel. Kétféle lézervágás létezik. Az első egy eredeti technológia, az úgynevezett termikus párologtató lézervágás. Ezt a folyamatot jelenleg gyakorlatilag nem használják, mivel ez a leglassabb és nagy mennyiségű energiát fogyaszt. Maga a módszer az üveg végső elpárologtatásából áll. Ennek az opciónak a fő hátránya, hogy a felmelegedés miatt maradék feszültség van az anyagban, ami a vágás élei mentén a termék töréséhez vezethet.








A jelenleg alkalmazott második módszert a termikus párolgás javításának eredményeként fejlesztették ki. Megállapították, hogy egyáltalán nem szükséges az üveget lézerrel teljesen elpárologtatni; az alacsony hővezető képesség és a hőállóság lehetővé teszi a termikus hasítási módszer alkalmazását. Ennek a módszernek az alapelve az üveg diszkrét melegítése a teljes vágási vonal mentén. Ezt éles lehűlés követi, és húzófeszültség képződik ezen a területen, amely egyértelműen feltöri az üveget a húzott vonal mentén.

A lézeres vágásnak számos előnye van:
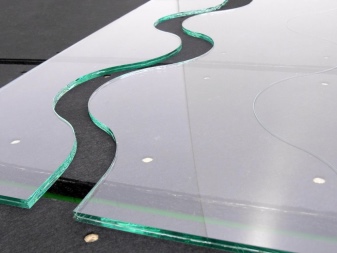
- kiváló minőségű vágás, hibátlan éllel;
- a göndör vágás egyszerűsödik;
- lehetőség van nagy vastagságú üveg vágására;
- a termékre nincs mechanikai hatás;
- a vágási folyamat egyszerű szabályozása és szabályozása.
Az üveg lézeres vágási folyamat jelenleg fejlesztés alatt áll. Ezért, mint minden új technológia, ennek a módszernek is vannak hátrányai:
- Az alacsony kibocsátású anyag (fényvisszaverő infravörös sugárzás) nem alkalmas lézeres feldolgozásra;
- drága gépek, amelyek gondos használatot igényelnek;
- alacsony feldolgozási sebesség - 5-10 m / perc.
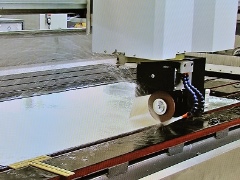
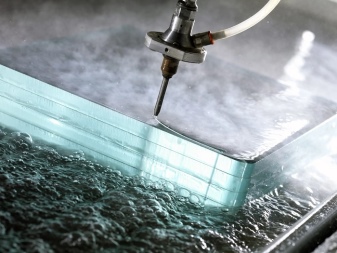
Vízsugár
A vízsugaras vágást az 1980 -as években tették lehetővé erőteljes hidraulikus szivattyúk használatával, amelyek lehetővé tették az aprított anyagok finom, élezett granulátumának vízzel való összekeverését. A technológia szélesebb körű anyagok vágására készült.Az üveg nagyon alkalmas erre a módszerre, amely matt széleket hagy maga után, amelyek könnyen csiszolhatók.
Ennek a vágásnak az előnyei:
- kiváló élminőség, ami szükségtelenné teszi a csiszolást;
- nincs kémiai és hőhatás az anyagra, enyhe mechanikai igénybevétel, nincs repedés;
- nagyon vastag és laminált üveg vágásának képessége.
Az előnyök ellenére vannak hátrányai is:
- nagyon alacsony vágási sebesség (0,5-1,5 m / perc) üvegtől és felszereléstől függően;
- a berendezések magas üzemeltetési költségei;
- nagy mennyiségű víz előkészítésének szükségessége.

Előkészítési és vágási folyamat
Az edzett üveg vágásához az első lépés az erősség csökkentése és szerkezetének megváltoztatása. Az izzítást ezekre a célokra használják. Eltávolítja a feszültségeket, amelyek az üveg edzésével keletkeztek a gyártás során.








A lágyítást a következő technológia szerint hajtják végre:
Az üveg vágása előtt meg kell jelölni.
Az első fontos lépés az üveg áztatása. Ezt állandó hőmérsékletű vízben kell elvégezni. Fokozatosan növelik a víz hőmérsékletét, amíg az üveg viszkozitása megegyezik a kemence viszkozitásával. Ez óvatosan időt igényel. A kemence belsejében a viszkozitás 1013 Poise. Különböző cégek különböző márkájú poharai különböző viszkozitásértékekkel rendelkeznek, így nincs értelme felsorolni őket. Ezenkívül az eljárás időtartama közvetlenül függ az áztatandó üveg méretétől. A nagy lapokat (ablakokat) átitatják, átlagosan 12-16 órát.
A következő lépés az üveg melegítése a sütőben. Szükséges az üveg melegítése a melegítés hőmérsékletére. A gyártótól és a márkától függően eltérő lehet - 470 és 680 Celsius fok között. Nem lehet magasabb 680 -nál. A szükséges szám megtalálható a jelölésen vagy az üveghez tartozó kísérő dokumentumokban
Fontos megjegyezni, hogy az amerikai gyártók Fahrenheit -féle hőmérsékletet jeleznek, ezért ezeket az értékeket Celsius -fokra kell átszámítani. Az üveget nem szabad sokáig a sütőben tárolni, elég csak elérni a kívánt hőmérsékletet.
Amikor az üveg elérte a kívánt csúcshőmérsékletet, eltávolítják és lehűtik.
A hűtést olyan hőmérsékletre kell elvégezni, amely alacsonyabb, mint a deformációs hőmérséklet (1014 Poise). Ebben az esetben biztosítani kell a lehető leglassabb hűtést. Ezután az üveget 20-25 Celsius fokos hőmérsékletre kell hűteni. Ehhez az üveget egyszerűen a szobában (vagy más helyiségben) kell hagyni.
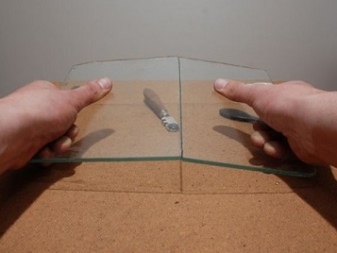
Amikor az üveg szobahőmérsékletűvé vált, jelölők és vonalzók segítségével meg kell jelölni rajta a vágóvonalakat. Ezután a vágás megtörténik. Ugyanúgy készül, mint a közönséges üveg - egy "barázdát" készítenek üvegvágóval, a vágóvonal mentén, majd a felesleges darabokat könnyű ütésekkel leverik. A pontosabb vágás érdekében kis átmérőjű fa rudakat helyeznek a "horony" alá. Erre akkor van szükség, ha nagyon tiszta vágási vonalat szeretne készíteni.
Amikor az üveget levágják, érdemes gondoskodni annak edzéséről. Az első és a második szakaszban a textúrát „egyszerűsítették”, és az edzett üveg lett a leggyakoribb. Ezért újra kell temperálni, hogy megkapja korábbi (kezdeti) tulajdonságait. Ehhez az 1. és 2. pont teljesen megismétlődik - az üveget viszkozitás szempontjából előkészítik, majd kemencében a gyártó által megadott hőmérsékletre melegítik.
Az edzés közbeni hűtés jelentősen eltér a hűtéstől, amikor normál tulajdonságokat ad az edzett üvegnek. Ehhez egy szellőztető egységet (nagyteljesítményű) előre telepítenek egy nyílt területre, és ideális esetben a helyiség hőmérsékletét 10 Celsius fokra csökkentik (ami nem jelenti azt, hogy nincs szükség ventilátorra). Az üveget előre előkészített gépre fektetik (a levegő mindkét oldalról hozzáférést kell biztosítania), és a ventilátort bekapcsolják az intenzív fújáshoz. A lap mindkét oldalát egyszerre kell fújni.Miután a munkadarabot szobahőmérsékletre hűti, az üveg készen áll a szerelésre.
Miután elolvasta a fent leírt üvegvágási módszert, sokan úgy döntenek, hogy kihagyják ezt az eljárást. És 100% -ig igazuk lesz. Mivel nehéz, indokolatlanul drága és veszélyes az életre és az egészségre. Ezenkívül tapasztalat nélkül nagy a valószínűsége annak, hogy az üres részek romlanak, és ez a "kísérlet" nagyon drága lesz. Sokkal olcsóbb, egyszerűbb és biztonságosabb kapcsolatba lépni egy lézervágóval rendelkező céggel, vagy megrendelni a gyártótól a szükséges méretű szemüveget.
Biztonságtechnika
Amikor az üveg megreped, a töredékeknek több éles éle van.
A nagy töredékek könnyen átvágják a bőrt és az izomtömeget.
A kis töredékek átlátszóságuk miatt láthatatlanok a szem számára, de beragadhatnak a lágy szövetekbe, és szuppressziót képezhetnek. Íme az alapvető szabályok, amelyeket be kell tartani, amikor üvegvágóval vágják az üveget:
- Üveggel csak védőszemüveggel dolgozhat. A munka során apró részecskék kerülhetnek a szem szaruhártyájába, fájdalmat okozhatnak, sőt látásvesztéshez is vezethetnek. Ha mégis egy üvegdarabba kerül a szemébe, ne próbálja meg eltávolítani.
- Célszerű kesztyűben vágni az üveget. Sok mester figyelmen kívül hagyja ezeket a követelményeket, de hiába. Végül is az üveg éles széle könnyen átvágja a puha anyagokat. Jobb, ha átvágja a kesztyűt, mint a bőrt. Ha úgy érzi, hogy a szövetkesztyű siklik az üvegen, vagy csökkenti az érzékenységet, használjon gumibevonatú termékeket az ujjain.
A munkadarab vágása után gondosan tisztítsa meg a munkaterületet. A legjobb a porszívózást a nedves tisztítással kombinálni. Jobb eldobni azt a rongyot vagy rongyot, amellyel a padlót és az asztalt vagy a munkapadot mosták.






Különböző típusú üvegekkel való munka jellemzői
Mielőtt üvegvágóval vágja az üveget, győződjön meg arról, hogy az Ön előtt lévő üveg pontosan az a típus, amellyel dolgozik. Nem számít, hogy régi vagy új - a felületén nem lehet idegen anyagok és részecskék nyomai, amelyek akadályozzák a pontos és egyenletes vágást. Az edzett üveg nem vágható otthon. Edzett, már nem kell feldolgozni: könnyen törhető, mivel egy ilyen üveglap elvesztette a közönséges ablaküvegben rejlő tulajdonságokat.
Vágásra alkalmatlanságához hajlító ütőerő társul, amely 7 -szer nagyobb, mint az egyszerű üveg. Ellenáll a törésnek, ellenáll minden mechanikai igénybevételnek, beleértve a vágást is.

A legkisebb csípés azonnal repedéshez vezet, minden irányban eltér. Az edzett üveg vágását csak különösen precíz gépeken végezzük, amelyek nem teszik lehetővé az oldalsó és érintőleges túlterhelést, ami könnyen megkeményedett lapot kis morzsává alakítja, amely köbös tompa töredékekből áll. Az edzett üveglapokat és -termékeket a lágyítás előtt feldolgozzák, ami megfosztja az üveget attól a képességétől, hogy darabokra vágja anélkül, hogy minden irányban megrepedne.

Hullámos (hullámos, hullámos, mintás) üveget vágnak a sima oldalról. Ha megpróbálja levágni a levelet a dekoratív, "göndör" oldalról, a mester nem fogja elérni a barázda folytonosságát, amely mentén ez a levél eltörik. Egy szakaszos horony a legjobb esetben egyenetlenné teszi a repedési vonalat, legrosszabb esetben az üveglap egy része egyszerűen eltörik. A vágást jobb egy görgős üvegvágóra bízni, amelynek tengelye körül tökéletesen sima penge van.
A barázdát akár normál acélszöggel is megkarcolhatja. A felforrósodott, éles kés szintén segít a web gyors vágásában, sok erőfeszítés nélkül.








Az akrilüveg könnyen fűrészelhető és vágható, még akkor is, ha szélén áll, és vastagsága nem haladja meg a 2 mm -t, ebben az esetben nem szükséges a kést melegíteni. A vastagabb átlátszó akril könnyen vágható darálóval vagy fűrésszel.Egy élező vagy reszelő lehetővé teszi, hogy gyorsan és hatékonyan igazítsa a széleket a kívánt vágási vonal mentén.
Nagy, több négyzetmétert meghaladó lapokat vágnak le az üveggyárban nagynyomású folyadékot szállító eszközökkel. A plexi könnyen vágható egy folyamatosan fűtött vékony huzal segítségével, amelyet egy zsinórba húznak - gyorsan és egyenletesen kerül bele, mint egy horgászzsinór a vajban 5-10 Celsius fokos hőmérsékleten.
