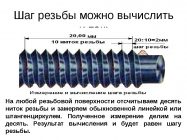
A gyártott vezetékek minőségi problémái
Sok kábel- és huzaltermékgyártó próbál többet segíteni, mesterségesen alábecsüli a szigetelés vastagságát és túlbecsüli a kábel átmérőjét. A valóságnál nagyobb huzalkeresztmetszet megadásával a gyártó nagyon nagy összeget takarít meg. Például több ezer méter 2,5 mm2 keresztmetszetű rézhuzal előállításához 22,3 kg réz szükséges, míg a 2,1 mm2 -es huzal gyártásához mindössze 18,8 kg. Így 3,5 kg réz megtakarítást kapunk.

A termelési költségek csökkentésének másik módja a vezetőképes mag előállítása alacsony minőségű alapanyagokból. Olcsó szennyeződések hozzáadásával csökken a vezetőképesség, ezért meg kell változtatni a kábelhossz számításait.
Az átmérő meghatározása otthon
A pontos átmérő megállapításának igénye csak 2 két esetben merül fel - nincs külső jelölés, vagy nincsenek ismert szakaszú feltételesen ellenőrző elemek (szerelvények, adapterek). A jelöléssel meghatározhatja az összes paramétert - cél, gyártási anyag, falvastagság. A szerelvények, adapterek segítségével megtudják, hogy egy adott cső alkalmas -e vízellátásra, fűtésre.
Otthon méréseket végezhet vonalzó (mérőszalag), féknyereg, mikrométer segítségével. A kapott eredmények pontossága ettől függ. Használhat más eszközöket is - szálat, gyufásdobozt vagy bármilyen tárgyat, amelyek méretei ismertek és nem haladják meg a csővezeték keresztmetszetét.
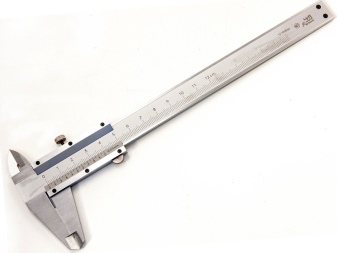
Hogyan kell mérni tolómérővel?
Ez egy univerzális mérőeszköz, amellyel megtudhatja a csővezeték minden méretét.
A maximális és a minimális értékeken kívül eltérnek az eredmények felvételének módjától:
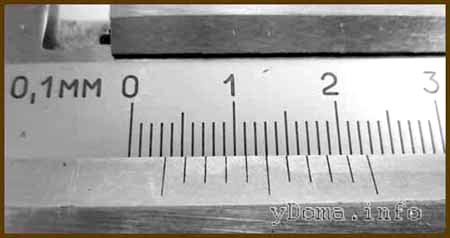
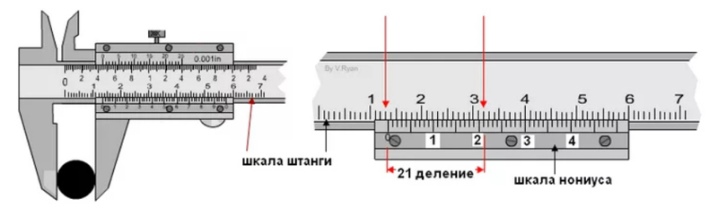
- Vernierben (SHT) millimétert ábrázolunk a fő skálán, és mm töredékét a segéd skálán. Amikor a rúd elmozdul, a mutató megáll egy bizonyos értéknél.
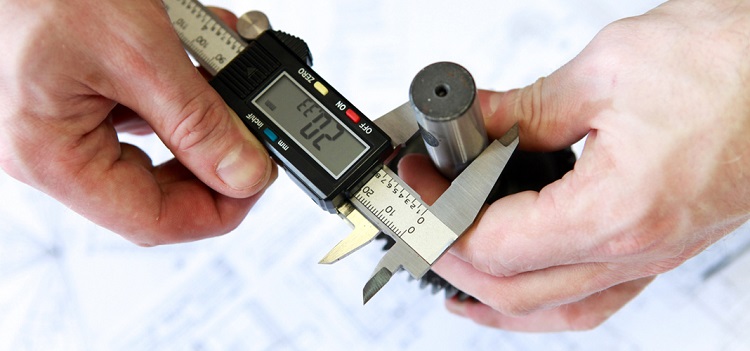
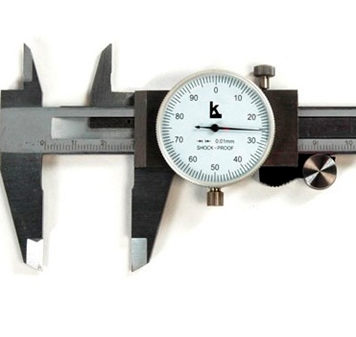
- A pontosabb méréshez tárcsázásra (ShTsK) van szükség. Az mm -es részeket egy sebességváltóhoz csatlakoztatott tárcsa jelzi. Digitális (SCH) módban az érték megjelenik az LCD képernyőn.
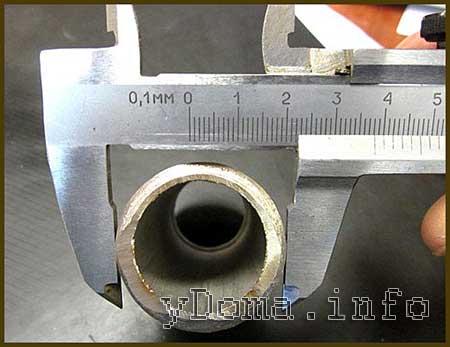
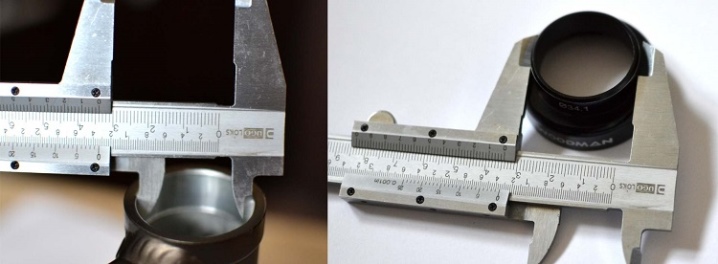
A csövek belső átmérőjének mérése vernier féknyereggel:
- Tisztítsa meg a belső felületet a szennyeződésektől, portól.
- Állítsa a gém állkapcsát nulla helyzetbe.
- Szerelje be őket a lyukba.
- Hígítsa fel az állkapcsokat ütközésig, próbálva elérni a maximális értéket.
A külső szakasz méréséhez hígítani kell a féknyereg pofáját, és a csővezeték közé kell helyezni. A pontos eredmény eléréséhez kis nyomást kell gyakorolni. Ismételje meg az eljárást 2-3 alkalommal.

A munka megkezdése előtt ajánlott ellenőrizni a féknyereg leolvasásának pontosságát egy ismert méretű vagy keresztmetszetű szabványos objektum méreteivel.
Mikrométerrel mérünk
A csőmikrométer kényelmes a külső méretek gyors leolvasásához. Ha ismernie kell a belső átmérőt, meg kell mérnie a falvastagságot. A tavaszi féknyergekkel ellentétben a legtöbb mikrométeres modell pontosabb eredményeket ad, az átlagos hiba 3-5 mikron.
 Mikrométer alkalmazás
Mikrométer alkalmazás
A belső mérések végrehajtásának menete:
- Szerelje be a csövet a sarok és az orsó közé, olvassa le.
- Ismerje meg a fal vastagságát is.
- Vonjon le 2 vastagságot a külső méretekből.
A készülék hátránya a maximális méret korlátozása. A pontosság növelése érdekében speciális tartozékokat használnak. A számítások elvégzésekor a kapott mutatókhoz hozzá kell adni a fúvókák méreteit.
Lézeres érzékelők
A lézeres érzékelők működési elve a felület lézersugárral történő letapogatásán alapul. Az a sebesség, amellyel a sugárzás visszatér a fényérzékelőhöz, meghatározza a megtett távolságot.A pontosság javítása érdekében a munkafej forog, ami nagyszámú mérést tesz lehetővé másodpercenként. Az ilyen eszközöket csak tömeggyártásban használják, ahol fontos, hogy ellenőrizzék a falvastagság egységességét egy bizonyos hosszon.
A csöves lézeres érzékelők működési elve:
- A készülék mérő része az üreg belsejében helyezkedik el.
- Rögzítés szorítógörgőkkel.
- Több méréssorozat az autópálya különböző szakaszain.
- Az adatok egyeztetése.
A módszer előnye a maximális pontosság és a különböző mélységekben, távolról történő mérés lehetősége. Hátránya a drága berendezés. Csak a gyártási folyamatban vagy nagy mennyiségű csőhöz használják, ahol fontos a pontosság.
 A cső átmérőjének mérése lézeres érzékelővel
A cső átmérőjének mérése lézeres érzékelővel
Mindent a megerősítés átmérőjéről

A betonacélgyártók gyakran elhasználódott berendezéseket használnak, és a betonacél valamivel nagyobb, mint a szükséges átmérő.
A betonacélgyártók gyakran elhasználódott berendezéseket használnak, és a betonacél valamivel nagyobb, mint a szükséges átmérő. A tűrések szerint elmúlik, és a teljes űrtartalom megfelel, és a futóméterek tekintetében hiány alakul ki. E mérők keresése során az idő elveszik, a projekt leáll, és a megtévesztés érzése megmarad.






Az erősítés átmérőjének meghatározásakor szem előtt kell tartani, hogy az erősítő rudak keresztmetszeti alakja inkább ellipszisnek tűnik, mint egyenletes körnek. Ezért, ha a sávot különböző helyeken méri, egy személy számsort kap. Ezenkívül a rúd teste és a bordák mentén végzett mérésekkel a feljutást több milliméterben kapjuk meg.
Ez összezavarja a számításokat.
Hogyan lehet meghatározni az erősítés átmérőjét?
A méretet a kísérő dokumentumokban kell feltüntetni. Ezekben a gyártók lefektetik az erősítés úgynevezett névleges átmérőjét, ezt nevezik a megerősítés számának. Ez a mutató jelzi, hogy mekkora rúd volt, amelyből ezt a megerősítő darabot készítették (figyelembe véve néhány feltételezést).
Vagyis az eredeti nyersdarab profilszáma összehasonlítható a késztermék névleges átmérőjével. Ennek eredményeként a következőket teheti (féknyereg szükséges):
- Mérje meg a rúd testét.
- Mérje meg a kiálló bordák átmérőjét.
- Foglalja össze a mutatókat, és ossza el az eredményt 2 -vel.
Sokan így tesznek. Szerezzen egy átlagot, amely mindenkinek megfelel.
A lehetőség szakszerűtlen, mindennapi szinten működik, mivel a szakemberek nem tesznek fel ilyen kérdéseket. Az ilyen számítások során a következő kifejezések a megfelelőek: „maximális megerősítésátmérő” és „minimális erősítőátmérő”.
Pontosan ezt a két mutatót kapták a test és a rúd szélének mérésekor.
Ezen adatok felhasználásával egy táblázatot dolgoztak ki, amelyben elő van írva, hogy melyek a minimális és maximális méretek, az erősítés névleges átmérője.
Armatúra átmérője. Átmérő arány táblázat
| névleges átmérő | maximális átmérő | minimális átmérő |
| 6 mm. | 6,57 mm. | 5,57 mm. |
| 7 mm. | 7,75 mm. | 6,75 mm. |
| 8 mm. | 9 mm. | 7,5 mm. |
| 9 mm. | 10 mm. | 8,5 mm. |
| 10 mm. | 11,3 mm. | 9,3 mm. |
| 12 mm. | 13,5 mm. | 11 mm. |
| 14 mm. | 15,5 mm. | 13 mm. |
Armatúra súlya
A szerelvények értékesítésekor az ár tonnánkénti áron van feltüntetve. Kis méretű építkezés megkezdésekor egy személy kiszámítja a projekthez szükséges rúd hosszát.
A GOST -nak megfelelő szerelvények meglehetősen pontos súlyjelzőkkel rendelkeznek egy rúd 1 futóméterére. Ezeket az adatokat szintén a táblázat tartalmazza, és aktívan használják a fémraktárakban.
A minimális, maximális és névleges átmérők aránya egy adott súlymutatónak felel meg. Ez segít meghatározni az erősítés súlyát az átmérő alapján.
A betonacél átmérője az alapozáshoz
Miután elkészítettük az árkot az építés alatt álló tárgy támasztóalapjának elhelyezéséhez, itt az ideje kiszámítani a megerősítés szükséges átmérőjét. Természetesen vehet vastagabb rudat és nagyobb mennyiséget. De ez növeli az anyagköltségeket, és benyomást kelt az amatőr teljesítményről.
Jobban a tudomány teszi
Ezen kívül minden megvan ehhez. És mindenekelőtt az asztal.
| Szelep sz. | A rudak száma és a keresztmetszeti terület | |||||
| 1 PC. | 2 db. | 3 db. | 4 dolog. | 5 darab. | 6 db. | |
| 6 | 28,3 mm2 | 57 mm2 | 85 mm2 | 113 mm2 | 141 mm2 | 170 mm2 |
| 8 | 50,3 mm2 | 101 mm2 | 151 mm2 | 201 mm2 | 251 mm2 | 302 mm2 |
| 10 | 78,5 mm2 | 157 mm2 | 236 mm2 | 314 mm2 | 393 mm2 | 471 mm2 |
| 12 | 113,1 mm2 | 226 mm2 | 339 mm2 | 452 mm2 | 565 mm2 | 679 mm2 |
Szükséges a jövőbeli alapozás mérése és keresztmetszeti területének kiszámítása. Ha a 600 és 500 mm magasságot és szélességet vesszük. A megszorzott értékek 300 000 mm2 eredményt adnak. Egy ilyen alap esetében az erősítő rudak keresztmetszete az alap keresztmetszetétől 0,1%lesz. Vagyis 300 000: 100 x 0,1 = 300 mm2. Ez az összes rúd keresztmetszeti területe. A táblázat legközelebbi értéke 302 mm2. Ez megfelel a 8 rúdnak. 8. A keresztirányú megerősítés lehet kisebb vastagságú, de legalább 6 mm. Jobb, ha ugyanazt a 8 mm -t veszi. A táblázatok segítségével hatékonyan kiszámíthatja a jövőbeli alapítvány paramétereit, és nem vonhat maga után felesleges költségeket.
Új termékekről szóló értesítések
Fogadni akarok
Hogyan lehet ellenőrizni a vernier féknyereg pontosságát?
Ha felteszi a kérdést, hogyan kell használni egy régi féknyerget, ne feledje, hogy a helyes eredményeket csak egy bevált műszerről lehet eltávolítani.
Évente egyszer a professzionális féknyergeket ellenőrzésre küldik, és használat előtt, még otthon is, jobb figyelni a lehetséges fő pontatlanságokra
Az első lépés a nulla vonal egybeesésének és az eltolt pofák közötti rés meglétének ellenőrzése.
Sima felületen mélységmérővel ellenőrizze a nulla vonalat.
Fontos, hogy a mozgatható pofa kocsija ne mozduljon el a féknyereg dőlésszögénél.
Az elektronikus modellben sok múlik az áramforrás időben történő cseréjén.
Nem rossz megtudni a féknyereg pontossági osztályát, mivel néha szükség van bizonyos mérések lehető legmegbízhatóbb meghatározására. Az első típus az úgynevezett háztartási féknyergekre vonatkozik, amikor elegendő 0,1 mm leolvasás van
A pontosabb mérésekhez a második és a harmadik típusú szerszámokra van szükség, ahol a leolvasási érték már 0,05-0,01 mm.
Technológia
17. § Az alkatrészek méreteinek mérése vernier féknyereggel
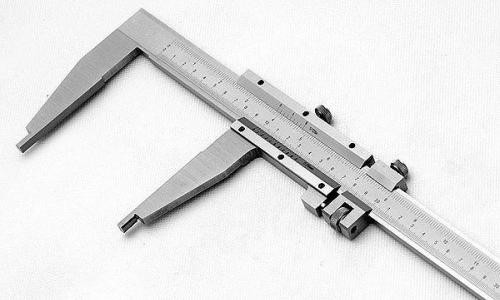
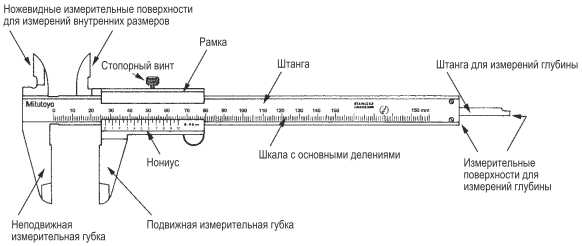
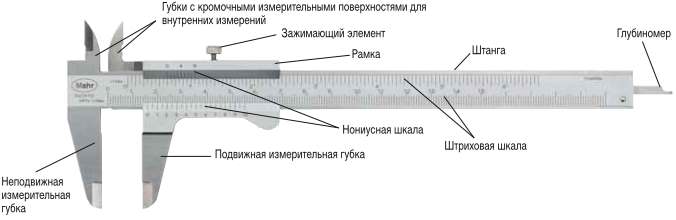
A vékony fémlemezből és huzalból készült alkatrészek gyártásakor a legegyszerűbb vezérlő- és mérőeszközöket használhatja: vonalzót, pad négyzetet stb. A féknyergek az alkatrészek pontosabb mérésére és vezérlésére szolgálnak. Az alkatrészek külső és belső méreteinek, valamint a lyukak, barázdák és barázdák mélységének mérésére szolgálnak. A féknyergek különböző típusúak, és különböznek a mérési korlátok és pontosság tekintetében.







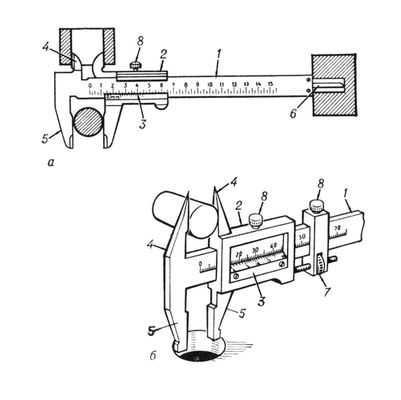
A 63. ábra egy ШЦ-1 tolómérőt mutat, 0 és 125 mm közötti mérési tartományban és 0,1 mm pontossággal. Ez egy 1 rúdból áll, amelynek skálája 6, milliméteres osztásokkal. Egy mozgatható 4 keret mozog a rúd mentén, amelyet a 3 szorítócsavarral a kívánt helyzetben rögzíthetünk. A kerethez 5 mélységmérő van rögzítve.
Rizs. 63. Vernier féknyereg ШЦ -1: 1 - bar; 2 - pofák a belső mérésekhez: 3 - szorítócsavar a keret rögzítéséhez; 4 - mozgatható keret; 5 - mélységmérő; 6 - súlyzó skála; 7 - tavaszi; 8 - szivacsok külső mérésekhez; 9 - mért részek
Az alsó 8 pofák a külső méretek, a felső 2 a belső méretek mérésére szolgálnak. A mélységmérő a hornyok és lyukak mélységét méri.
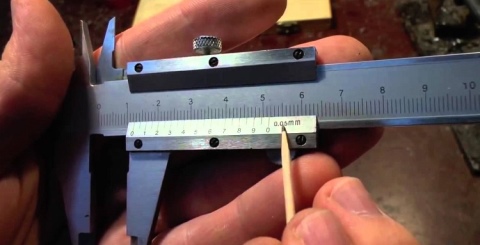
Hogyan lehet tizedmillimétert mérni, ha a féknyereg skálája milliméteres osztásokkal rendelkezik? Erre szolgál a vernier 7 nevű segédmérleg, amely 19 mm hosszú. A vernier 10 egyenlő részre van osztva, ezért az egyes osztások ára 1,9 mm.
Amikor az állkapcsok zárva vannak, a súlyzó és a vernier skála nulla löketei egybeesnek (64. ábra), és a vernier tizedik ütése igazodik a milliméteres skála tizenkilencedik löketéhez.
Rizs. 64. Súlyzó skála és nernier
Kérjük, vegye figyelembe, hogy a vernier első ütése pontosan nem éri el a súlyzó második ütését 0,1 mm -rel (2 - 1,9 = 0,1). Ez lehetővé teszi, hogy 0,1 mm pontossággal végezzen méréseket.
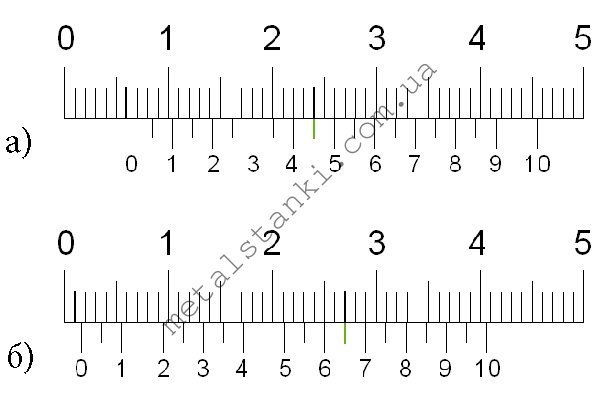
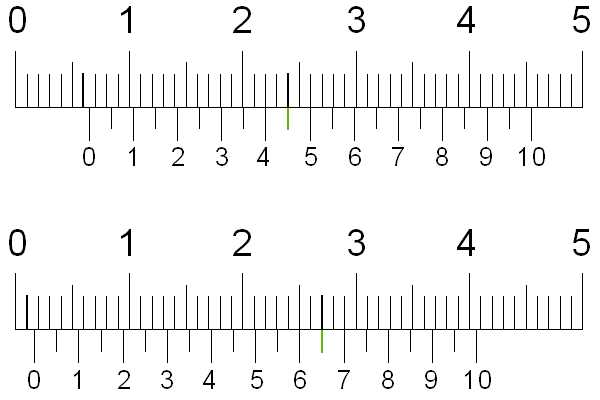
Vernier féknyereggel történő méréskor a milliméter egész skáláján a milliméterek egész számát számolják a rúd nulla vernier vonaláig.Tizedmilliméter - a vernier skálán a nullától a vernier löketig, amely egybeesik a milliméteres skála bármely löketével (65. ábra).
Rizs. 65. Példák féknyerges mérésre. A rúd és a vernier skála helyzete a méretek mérésekor: a - 0,4 mm; 6 - 6,9 mm; h - 34,3 mm
Emlékezik! A féknyereg drága mérőműszer, amelyet óvatosan kell kezelni.
Féknyereg kezelési szabályok
A munka megkezdése előtt törölje le a vernier féknyerget egy tiszta ruhával, hogy eltávolítsa a zsírt és a port.
Ne tisztítsa a szerszámot csiszolópapírral vagy késsel.
Ne helyezze a szerszámot fűtőberendezésekre.
Csak tiszta alkatrészeket mérhet pontozás, sorja, karcolás nélkül.
A féknyereg pofái éles végűek, ezért óvatosnak kell lenni a mérés során.
Ne ferdítse el a féknyereg pofáját. Rögzítse helyzetüket szorítócsavarral.
Amikor leolvassa a mérési skálákon levő értékeket, tartsa a nyers féknyerget közvetlenül a szeme előtt.
A vállalatoknál a vernier féknyereg az egyik fő mérőeszköz. Különféle szakmunkások, valamint szerszámgépek és lakatosok ellenőrei használják. Napjainkban egyre gyakrabban használnak digitális (akkumulátoros) jelzőfékeket, amelyek lehetővé teszik az alkatrészek 0,01 mm pontosságú mérését.
A szakmák megismerése
A műszaki ellenőrzési osztály (QCD) ellenőre olyan szakember, aki felelős a gyártott alkatrészek minőségéért a vállalatnál. Azt figyeli. hogy a gyártott alkatrészek pontosan illeszkedjenek a rajzokhoz. Ez nagyon igényes munka, mert ha a rajznak nem megfelelő hibás alkatrész kerül a termékbe, a termék gyorsan meghibásodik. A minőségellenőrzőknek ismerniük kell a vezérlő- és mérőműszerek és készülékek beállításának és szabályozásának szabályait, a felületek minőségének ellenőrzésének módszereit, az alkatrészek elfogadásának szabályait stb.
Laboratóriumi és gyakorlati munka 17. sz
Az alkatrészek méreteinek mérése vernier féknyereggel
-
Készítsen vázlatot a tanár által kiadott lépcsős hengerről a munkafüzetében (66. ábra).
-
- Mérje meg az egyes hengerek méretét vernier féknyereggel, és jegyezze fel az eredményeket milliméterben az asztalra.




- Helyezze a kapott méreteket a munkafüzetben készült vázlatra.
Rizs. 66. A "lépcsős henger" rész vázlata (az 1-3. Pontokhoz)
Teszteljük tudásunkat
-
Melyek a vernier féknyereg fő részei?
-
Hány mérlege van egy vernier féknyeregnek?
-
Milyen méréseket lehet végezni féknyereggel?
-
Hányszor haladja meg a féknyereggel végzett mérés pontossága a vonalzóval végzett mérés pontosságát?
- Hogyan számolnak egész és tized milliméterek egy féknyereg segítségével?
Mérési eljárás, üzemképesség -ellenőrzés
Munka előtt ellenőrizze a féknyereg műszaki állapotát, és szükség esetén állítsa be. Ha a készülék ajka ferde, akkor nem szabad használni. Ezenkívül nem megengedett a munkafelületeken a horpadás, a korrózió és a karcolás. Szükséges, hogy a rúd végei és a mélységmérő a kombinált pofákkal egybeessenek. A mérlegnek tisztának és olvashatónak kell lennie.
Mérés
- A féknyereg pofái kis erőfeszítéssel, rések és torzulások nélkül szorosan a részhez vannak nyomva.
- A henger külső átmérőjének (tengely, csavar stb.) Értékének meghatározásakor győződjön meg arról, hogy a keret síkja merőleges a tengelyére.
- A hengeres lyukak mérésekor a féknyereg pofái átmérőjűleg ellentétes pontokon vannak elhelyezve, amelyeket a skála maximális leolvasása alapján lehet megtalálni. Ebben az esetben a keret síkjának át kell haladnia a furat tengelyén, azaz az akkord mentén vagy a tengelyhez képest szögben történő mérés nem megengedett.
- A furat mélységének méréséhez a rudat az alkatrész felületére merőleges szélére kell felszerelni. A mélységmérő vonalzóját mozgatható keret segítségével egészen az aljába nyomja.
- A kapott méretet rögzítőcsavarral rögzítik, és meghatározzák a leolvasott értékeket.
Féknyereggel dolgozva figyelik a keret simaságát. Szorosan kell ülnie, ringatás nélkül a rúdon, miközben rángatás nélkül kell mozognia mérsékelt erőfeszítéssel, amelyet a reteszelő csavar szabályoz. Szükséges, hogy a befogott állkapcsokkal a vernier nulla lökete egybeessen a rúd nulla löketével. Ellenkező esetben a verniert újra kell telepíteni, ehhez lazítsák meg a kerethez rögzített csavarjait, igazítsák az ütéseket és rögzítsék újra a csavarokat.
Hogyan lehet mérni az átmérőt improvizált eszközökkel?
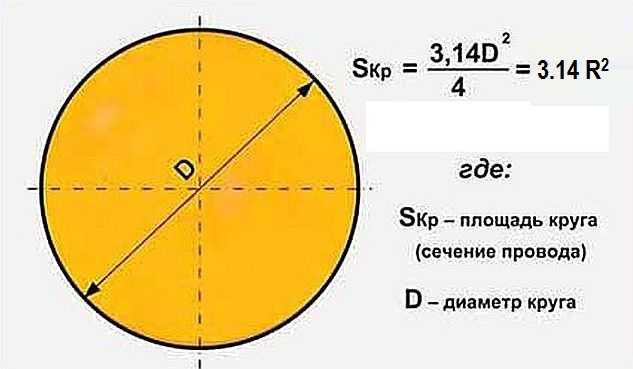
Ha nincs kéznél speciális eszköz, de mégis meg kell mérnie a cső átmérőjét, frissítheti memóriáját a kerület meghatározására szolgáló iskolai képletről. Íme: C = "pi" x d. Ahol:
- C - ez a kerület;
- A "Pi" egy fix értékű szám, a kényelem kedvéért 3,14;
- D a kör átmérője.
Ezért a csőátmérő méréséhez el kell osztani a C értéket (kerület) 3,14 -gyel. De így csak a cső külső átmérőjét lehet mérni.
A normál varrószalag elegendő a kerület meghatározásához.
Egy szokásos építőszalagot veszünk, vagy egy szabó mérőcentimétert, majd egy fordulattal körbecsavarjuk a cső körül. Ügyelni kell arra, hogy a szalag ne deformálódjon, hanem a lehető leglaposabban legyen a csövön. A mérések elvégzésekor már csak a fent leírt számítások elvégzése marad hátra. Például, ha kiderült, hogy a kerülete 12 centiméter, akkor elosztva a 12 -et 3,14 -gyel, az eredmény 3,8 centiméter. Egyébként ily módon nemcsak a cső, hanem bármely más kerek tárgy átmérőjét is megmérheti. Ha még egy mérőszalag sincs kéznél, akkor használhat nem túl vastag zsinórt vagy cérnát. Elég lesz csak a csövet csavarni cérnával - majd rögzíteni a vonalzóhoz. Ha pontosabb értékeket kell kapnia, akkor a "pi" számot nem a 3.14, hanem a 3.1416 értékre lehet venni.
Például, ha azt jelezték, hogy a cső átmérője 2,4 hüvelyk, akkor ezt a számot megszorozva 2,54 -gyel, megkaphatja az eredményt - 6,096 cm. Ha fordított fordítást kell végeznie, akkor a centiméterben kifejezett értéket el kell osztani 2 -vel , 4. A fenti 3,8 cm -es eredmény 1,49 hüvelyk lenne.
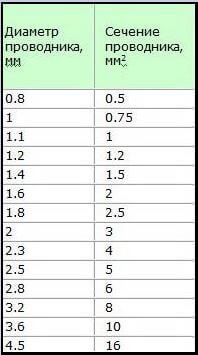
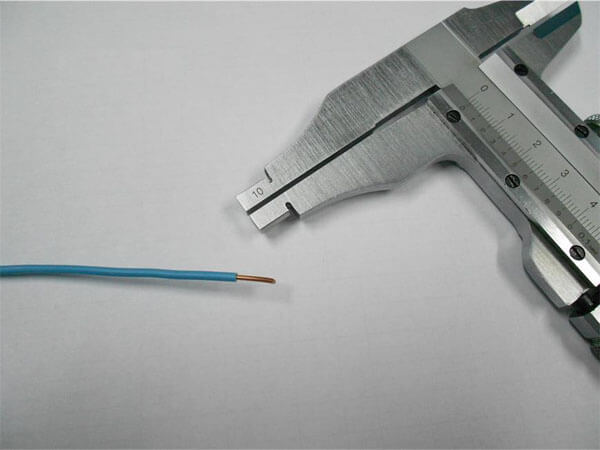
A huzal átmérőjének mérési módszerei
A vezető keresztmetszetének kiszámításához ismernie kell a pontos átmérőjét. A huzal átmérőjének mérésére számos módszer létezik. Ide tartoznak a mérések:
- Féknyereg használata: ehhez meg kell értenie a féknyereg működési elvét, és képesnek kell lennie leolvasni a skáláit. Ebben az esetben az elektronikus mérőeszköz használata lehetővé teszi a mérések egyszerűsítését - az átmérő pontos értékét mutatja a képernyőjén.
- Mikrométer használata: Ez a mérő kissé pontosabb, mint a mechanikus féknyereg, de bizonyos készségeket is igényel a helyes és pontos leolvasáshoz.
- Rendes vonalzó használata: ez a módszer azok számára alkalmas, akiknek nincsenek olyan mérőműszerei, mint a féknyereg vagy a mikrométer az arzenáljukban. A vezető átmérőjének mérése vonalzóval nem lesz elég pontos, de nagyjából meg lehet becsülni az átmérőt.
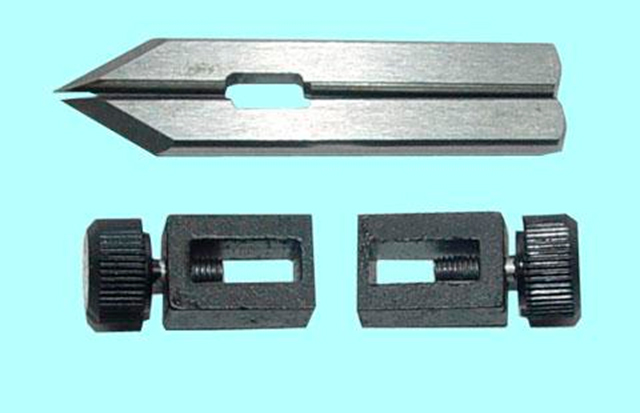
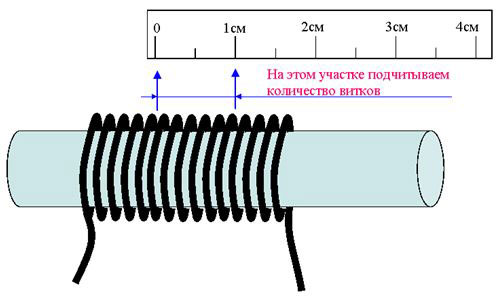
A vezető átmérőjének méréséhez először is késsel vagy szalaghúzóval kell eltávolítani a szigetelésről. Továbbá, ha mikrométert vagy nernier féknyerget használunk, a huzalmagot szorosan szorítjuk a készülék pofái közé, és a vezeték méretét az eszköz skálái alapján határozzuk meg. Vonalzó használatakor a szigetelést 5-10 cm távolságban távolítják el, és a magot csavarhúzó köré tekerik. A vezető fordulatait szorosan egymáshoz kell nyomni (kb. 8-20 fordulat).Ezután mérjük a sebszakasz hosszát, és a kapott értéket elosztjuk a fordulatok számával - többé -kevésbé pontos átmérő értéket kapunk.
Hogyan működik a digitális féknyereg?
A féknyeregnek három módosítása van, ezeket a mérési módszer szerint osztották fel.
- A legegyszerűbb vernier modellek háztartási igényekhez használhatók. Az egész értékeket a sávból veszik, a részvényeket a vernier határozza meg - ezek az alapvető szabályok a féknyereg használatához.
- A mechanikus mérési elvet a számlapos modellekben használják. Egy fogaskeréken keresztül egy milliméteres törtrészek kerülnek át a rúd skálájáról a tárcsára, az egész értékek pedig a sávból származnak.
- A legkényelmesebb és legpontosabb a digitális verzió, ahol az összes eredmény a kijelzőről származik. Maga az elektronikus alkatrész konfigurálható, használata még kényelmesebb.
A használat megértéséhez meg kell értenie a digitális féknyereg működését. A munka digitális kapacitív vernierre épül: a készülék belsejében van egy kapacitív mátrix, több lemez, a főbbek az állórész és a csúszka. Számításukkor megjelennek, az állórész a mechanikus vonalzón található, a forgórész pedig maga a kijelző alatt.





Műszer eszköz
Hogyan lehet megtanulni a féknyereg használatát? Először is ismerkedjen meg az eszközével. Leginkább a kétoldalas kézi féknyereg, lineáris mérőrendszerrel, amelyet a gyártás igényel, a következő szerkezeti elemekből áll:
- Mérőrúd, ahol van egy osztásosztály, amelynek pontossága megfelel a szerszám osztályának.
-
Mérőkeret csúszás a rúdvezetőkben. Hogyan használjunk vernier féknyerget? A keret alsó vezérlőfelületén a nernier felosztásokat alkalmazzák, amelyek szerint a mért érték mantiszáját határozzák meg: a tizedespont utáni méretértéket. Például a 13,9 mm hosszúság II. Pontossági osztályú mérésekor a "13" leolvasást a fő skáláról veszik, a "0,9" értéket pedig a vernierről. A könnyű használat érdekében a keret jobb alsó részén barázdált nyúlvány található.
- A rudatest alsó mérőpofái. Úgy tervezték, hogy meghatározzák az alkatrész vagy munkadarab külső méreteit. A pofák mérősíkjai belsőek, és túlnyúlásukat azok a mérési határok határozzák meg, amelyekre ezt a szerszámmodellt tervezték. Az állami szabvány szerint az alsó pofák kiemelkedése 35 ... 42 mm -től 63 ... 125 mm -ig terjedhet, attól függően, hogy milyen mérési határokat tartalmaz ez a modell.
- A rúdtest felső mérőpofái, amelyek segítségével meghatározzák a termékek külső felületeinek méreteit. A felső pofák vezérlő síkjait is kalibrálják, és túlnyúlásukat, mint az előző esetben, a termék képességei és típusa határozza meg. 16-30 mm között mozog.
- Rögzítőcsavar recés fejjel, amellyel a keret aktuális helyzetét rögzítik.
- Mélységmérő, amely egy lapos, földelt csap, amely a rudatest ellenkező oldalán található vezetőkben csúszik. A csap csapvégén kúpos kúp található a mélységmérő végfelületének méretének csökkentése érdekében. Ez lehetővé teszi a kis átmérőjű lyukak mélységének becslését.
Műszer eszköz
A rúd, a vezetők, a keret és a vernier összes érintkezési széle gondosan méretre van csiszolva, nagyságrenddel nagyobb pontossággal, mint amellyel a féknyereg működik.
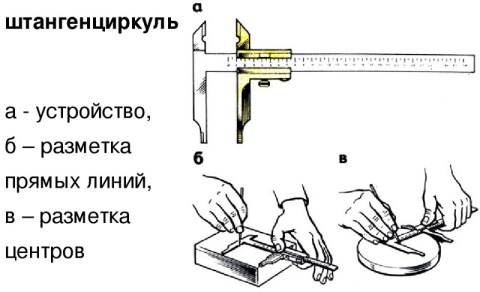
A különleges tervezési követelményekhez más elemek is rendelkezésre állnak. Kiegészítő mérőfelületekre (és ebből következően csomópontokra) van szükség, ha jelölési műveleteket végeznek, a párkányok méreteit, a szerkezetek lépcsőzetes részeit stb. Végzik.
Hogyan dolgozz?
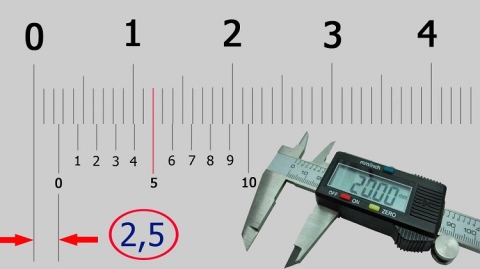
Annak érdekében, hogy megfelelően működjön a féknyereggel, meg kell értenie, hogyan kell leolvasni az értékeket. Itt minden kicsit bonyolultabb, mint egy egyszerű vonalzóval.A tény az, hogy a hangszer két skálával rendelkezik. Az első (fő) milliméter. Ez adja a kezdeti mérési adatokat. A második (más néven vernier) segít az alkatrészek nagy pontosságú mérésében. Még egy milliméter töredéke is felismerhető rajta.
A Vernier 0,1 mm, így a helyes mérés nagyon pontos eredményt adhat. De minden féknyereg -modellnek más lépése lehet (egy osztás). Általában a lépéshossz kissé balra van feltüntetve.

Ezenkívül a nernier skála eltérő hosszúságú lehet. Egyes modelleknél eléri a 2 cm -t (20 mm) a fő mérési skálától, míg másokban körülbelül 4 cm lehet: Minél hosszabb a hossz, annál pontosabban ad leolvasásokat a másodlagos skála. Alapvetően a modern féknyergeket 5 századmilliméter (0,05 mm) pontossággal mérik, a régebbi műszerek pontossága mindössze egy tized milliméter (0,1 mm), ami feleannyi.
A féknyeregnek két pár pofája van: egy felső és egy alsó. Vannak, akiknek csak egy van, de ezek már nagyon speciális típusú eszközök. A külső szélességet és magasságot a felső pofákkal mérik. Az alsót az alkatrész átmérőjére és belső szélességére mérik. A belső barázdákat határozottan az elem belső oldalához kell nyomni, hogy ne legyen holtjáték, és az átmérő mérése nagyon pontos legyen.
Ezek a pofák meglehetősen nagy távolságot tudnak mozgatni, így mérhetők egy cső, egy nagy csapágy, nagy alkatrészek és más típusú alkatrészek átmérőjének, hosszának, szélességének és magasságának mérésére. De a féknyereg fő előnye, hogy képes meghatározni nagyon kicsi vagy vékony tárgyak paramétereit. Például megmérhetik a kábel keresztmetszetét, meghatározhatják a huzal szélességét, a szöget, az anyát, a csavarmenet menetét és még sok mást.
Nagy mennyiségű esztergálás vagy vízvezeték -munka során mindig féknyerget használnak kényelmük és sokoldalúságuk miatt. De ez az eszköz építkezésen is használható.
Ezenkívül néhány szivacs mellett néhány modell mélységmérővel is rendelkezik. Lehetővé teszi a mélység könnyű mérését, még apró alkatrészeken is. Ez az eszköz egy mérési és vernier skálával együtt csúszik ki. A mélységmérő vonal nagyon vékony és kényelmesen illeszkedik a féknyereg hátuljához. A mélység méréséhez egyszerűen engedje le ezt az eszközt egészen az alkatrészig (miközben úgy helyezze el, hogy maga az alkatrész alátámasztott legyen), és rögzítse felülről egy szorítócsavarral. Ezt követően a mérési skála segítségével ugyanúgy kiszámíthatja a mélységet, mint a hossz, magasság és egyéb mennyiségek mérését.
Ha nem tudja, melyik fúrót használta egy adott lyuk készítéséhez, akkor csak mérje meg az átmérőt. Általában egy vernier féknyereg sok kérdésre válaszolhat, és a mérendő résszel végzett némi munka után teljesen tanulmányozhatja. A féknyereghez mellékelhet egy használati útmutatót, így az első munka előtt megismerkedhet vele.


Ha a féknyereg korrodált, kezelje speciális rozsdagátló szerrel. Csak győződjön meg arról, hogy ez az eszköz nem korrodálja a fémet, mert ez azt eredményezheti, hogy a mérési és vernier skálákon lévő osztások és lépések nem lesznek láthatóak.
Vannak elektronikus típusú féknyergek, de óvatosabban kell kezelni őket. Elsősorban kerülje a vízzel vagy más folyadékkal való érintkezést. Rövidzárlat léphet fel az elektronikus eredményjelző táblán, és nem fogja tudni megtudni a pontos adatokat.


Az elektromos árammal működő dolgokat sem érdemes mérni. Ez leállíthatja az eredményjelző táblát, és a mérés utáni eredmények helytelenek lesznek. A munka megkezdése előtt ellenőrizze a készüléket, és nyomja meg az ON gombot, hogy bekapcsolja a féknyerget. A mérések elvégzése után újra kell mérni, majd nyomja meg a nulla pozíció beállítása gombot.A bekapcsolás elve nagyjából ugyanaz, mint egy nem programozható számológép esetében: minden művelet után az értéket vissza kell állítani.






Ezenkívül a féknyereg elektronikus változatában meg kell változtatni a tápegységet. Ehhez nyissa ki a védőburkolatot, és cserélje ki az akkumulátort. Ne felejtsük el a polaritást sem. Ha az akkumulátor működőképes, de a kijelző még mindig nem működik, akkor ellenőrizze, hogy az elem megfelelően van -e behelyezve.

Lineáris mérések
Hogyan lehet mérni a lineáris méreteket féknyereggel? Minden az alkatrész / munkadarab anyagától függ. Merev elemeknél a terméket szorosan az alaplemezhez nyomják, majd a szerszám külső mérőpofáit mérik. Először is meg kell határoznia a rendelkezésre álló féknyergetípus munkára való alkalmasságát. Például a rúdon lévő fő mérési skála 25 ... 30 mm -nél kisebb legyen az alkatrésznél (figyelembe véve a pofák saját szélességét). Mélységmérő használatakor ez az érték még kisebb, mivel a keret hosszát is figyelembe kell venni (a leggyakoribb szerszámoknál 0-150 mm és 0,05-0,1 mm pontossággal legalább ezt a paramétert kell figyelembe venni 50 mm).
Hogyan kell mérni a huzal keresztmetszetét féknyereggel? A nemfémes termékek rugalmasak, ezért jelentősen torzítják a szokásos módon kapott eredményt. Ezért egy merev acél alkatrészt (csavar, szög, rúddarab) kell behelyezni a kamrába, ezután a huzalszakasz átmérőjét külső pofákkal kell meghatározni. Tegye ugyanezt, ha tudni szeretné a vezeték belső méretét.
A huzal átmérőjének mérése
A kerékpárosok gyakran felteszik a kérdést, hogyan mérjék meg a láncot féknyereggel, mivel a lánc kopása, amelyet a szomszédos láncszemek közötti távolságként határoznak meg, lehetővé teszi a termék cseréjét. A külső pofákat 119 mm távolságra állítják be és illesztik be a láncszembe, majd oldalra feszítik, amíg a méret további növelése már nem lehetséges (a munka megkönnyítése érdekében a láncot húzóerővel elő lehet tölteni). Az eredeti mérettől való eltérés megmutatja a tényleges kopást, amelyet ezután össze kell hasonlítani a megengedett maximális értékkel.