Sinus satu
A Sinus satut úgy tervezték, hogy rögzítse a munkadarabot a kívánt szögben az asztal síkjához képest. Egy bizonyos szög telepítésének kiszámításához egy képletet használnak, amellyel meghatározzák a távtartó magasságát, ami miatt a kívánt szöget elérik. A számítások során az indikátort használják - a szög szinuszát, amely alapján az ilyen típusú eszközt elnevezik. Távtartóként KID -t (mérőblokkot) használnak.
Egy bizonyos szög beállításához speciális szinusz táblázatok használhatók, amelyekre a munkaműveletek elvégzésére szolgáló eszközök vannak rögzítve.
Van és van olyan módszer is, amellyel egy részt szögben lehet felszerelni szögméréssel. De ezt a módszert akkor használják, ha csak kis szögben kell feldolgozni.
Kidolgoztak egy módszert mágneses szinusz táblázatok használatával, ahol a feldolgozási szöget úgy állítják be, hogy az asztal dőlésszögét elektromágnesek segítségével állítják be. A mágneses acél asztalokat elsősorban felületi csiszoláshoz és nagy pontosságú vágáshoz használják.
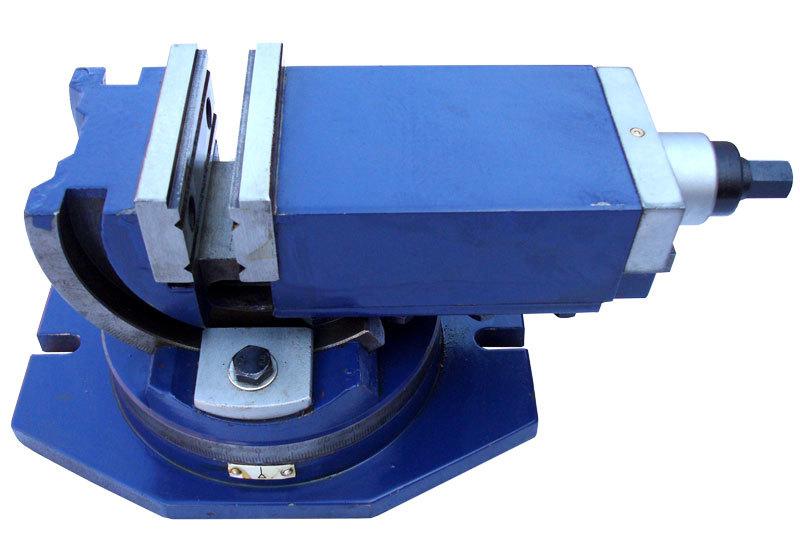
A legbonyolultabb feldolgozási típusok végrehajtásakor 3 tengelyes szögletes acél eszközöket használnak, amelyek segítségével a munkadarab rögzítését 3 síkban és bármilyen szögben állítják be. Az eszközök alkalmasak a munkadarab rögzítésére a következő síkokban: 1. ± 45 °; 2. 0 és 90 ° között. Az alaphoz képest a munkadarab forgásszöge 0 -ról 360 ° -ra változtatható.
Különleges esetekben dupla satukat használhat két munkadarab rögzítésére egyszerre.
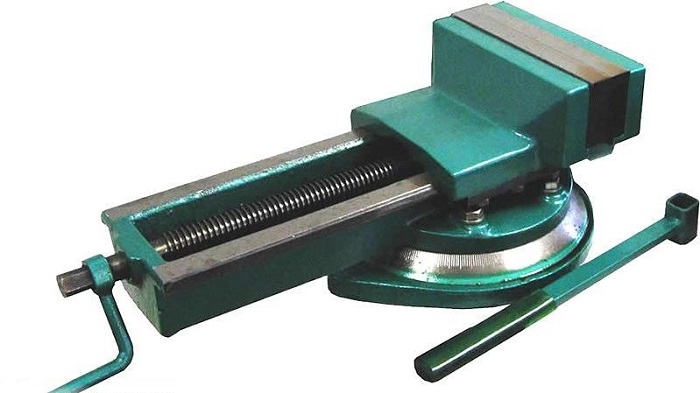
Eszközök használata mobil platformon
Az ilyen típusú eszközök működési elve mozgatható alap használata. Az alap 2 síkban képes mozogni, ami nagymértékben kibővíti a különösen kis méretű, különleges pontosságot igénylő alkatrészek feldolgozásának lehetőségeit.









A nagy munkadarabok megmunkálásakor, amelyek nem illeszkednek a pofák közé, speciális acél bilincseket használnak, amelyeket a gépasztalhoz rögzítenek, és a munkadarabot közéjük helyezik, és mereven rögzítik. Az egyik bilincsben a pofát egy beállító mechanizmus segítségével kell felszerelni, amely lehetővé teszi a munkadarab végleges rögzítését.
Építési eszköz
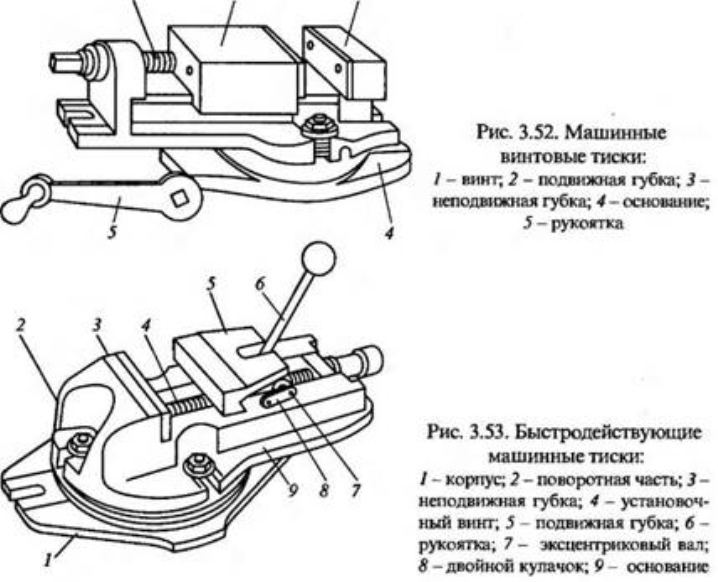
Minden gépi satuba középpontjában számos alapvető elem található:
- acélcsíkok a satu alján;
- mozgatható és rögzített pofák, amelyek működés közben közvetlenül rögzítik és megtartják a munkadarabot;
- egy fogantyú csavarral, amely az egész szerkezetet szabályozza, megváltoztatja a pofák helyzetét;
- további lemezek és rögzítőelemek, amelyek biztosítják a satuba integritását és megbízhatóságát működés közben.
A satu összes többi részét a főcsíkok segítségével rögzítik. Ez egyfajta alap, amely biztosítja a satu munkáját a teljes működési időszak alatt. Ezért kemény és tartós fémet választanak számukra. A jelzett helyen egy csavarlyukat fúrnak a pofák jövőbeni rögzítéséhez. A mozgatható pofa aljára egy kis acéllemez van felszerelve - ez lehetővé teszi mozgásuk rögzítését, és megbízhatóan védi őket a hornyokról való leugrástól.
A szivacs mozog, ezáltal szorítót biztosít a mozgatható és az álló részek között. De a csavar hatása a különböző modellekben eltérő lehet - mindez a választott kialakítás jellemzőitől függ. Az egyszerű modellek a csavart és a mozgatható pofát közvetlenül egymáshoz kötik. A szorítást vagy a csavar húzza, amely a szivacsot maga után húzza, vagy mozgás közben eltolja.A koncepció attól függően változik, hogy a propeller melyik irányba fordul.
Ami a forgó modelleket illeti, a munka megkönnyítése érdekében a csavarhoz szükséges energiát több, egymással több sorban összekapcsolt fogaskeréken keresztül szállítják. Ebben az esetben a mesternek nem kell túl sok erőfeszítést tennie a nehéz és masszív munkadarabok feldolgozása során. Ez csak egy példa a bonyolultabb kialakításra.







Műszaki követelmények a GOST szerint
A satu tartós anyagokat használ, például ötvözött acélt vagy öntöttvasat. Minden terméknek meg kell felelnie a GOST 16518-96 szabványnak. A GOST szerint vannak forgó és nem forgó gépek, különböző méretű maximális löketekkel és hornyokkal. A műszaki követelményeknek megfelelően a satu a következő pontossági osztályokba tartozhat:
- Normál pontosság (N).
- Fokozott pontosság (P).
- Nagy pontosság (B).
A mozgatható satu egyes részeinek simán kell mozogniuk, rángatás nélkül, és nem elakadhatnak. A satu felületeinek mentesnek kell lenniük olyan hibáktól, mint a repedések, horpadások, korrózió. Követelmények vonatkoznak a felületi érdességre, a körmérleg forgó satuban történő megosztásának árára, élettartamra, pontossági erőforrásra, satubiztonságra.
Specifikációk.
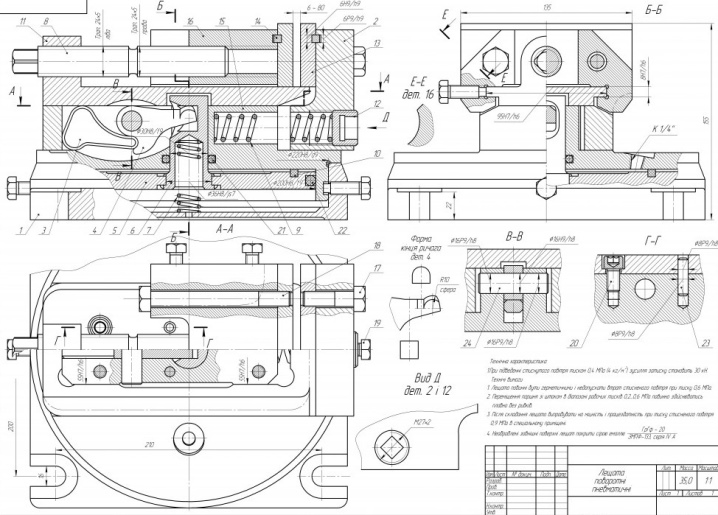
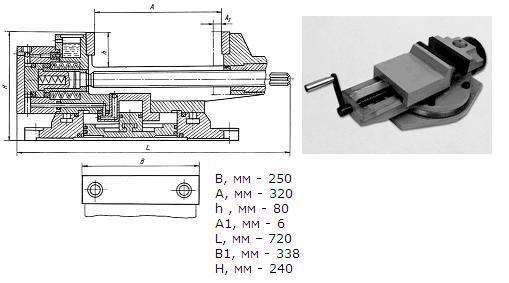
2.1. A satut az ISO9001 szabvány szerint gyártják. Testrész anyaga - edzett ötvözött acél 35L. A rögzített satu kialakítása lehetővé teszi több satuba egymás mellé, valamint három egymásra merőleges tartófelületre (alul, oldalra) szerelését. A munkafelületek nagy keménysége biztosítja a satu tartósságát, miközben megtartja a pontosságot. A satu beépített csapágyazással és csuklós karral ellátott etetőszerkezettel van felszerelve a satu könnyű kezelése érdekében.
2.2. A satu fő paramétereit és méreteit az 1. táblázat tartalmazza.
1. táblázat - A gép satu fő jellemzői
| Paraméter | Modell | ||||||||
| QH80 | QH100 | QH125 | QH160 | QH200 | QB100 | QB200 | QB250 | QB320 | |
| Pofa szélessége, mm | 80 | 100 | 125 | 160 | 200 | 200 | 250 | ||
| Pofa magassága, mm | 25 | 32 | 38 | 45 | 56 | 75 | |||
| Szórási intervallum L, mm | 63 | 100 | 112 | 140 | 190 | 245 | |||
| Szórási intervallum L3, mm | 174 | 215 | 250 | 305 | 385 | 500 | |||
| Szórási intervallum L4, mm | 220 | 265 | 305 | 375 | 470 | 615 | |||
| A horony szélessége a rögzítéshez, mm | 12 | 14 | 14 | 18 | 18 | 14 | 22 | ||
| Csavar négyzet szélessége, mm | 12 | 14 | 14 | 18 | 18 | 22 | |||
| Csavar átmérője, mm | M12 | M12 | M12 | М16 | М16 | M12 | М16 | М16 | M20 |
| A forgás osztási értéke | 1º | 1º | 1º | 1º | 1º | 1º | 1º | 1º | 1º |
| Méretek, mm | 256×80×74 | 305×100×86 | 345×125×98 | 345×125×98 | 517×200×135 | 656×250×168 | |||
| Súly, kg | |||||||||
2.5. A pontossági szabványokat a 2. táblázat tartalmazza
2. táblázat - Az alapozó munkadarabok pontossági jellemzői gépi satuban
| Szám pp | Ellenőrzési séma | Leírás | Megengedett hiba, 100 mm -es alaphosszonként |
| 1 | 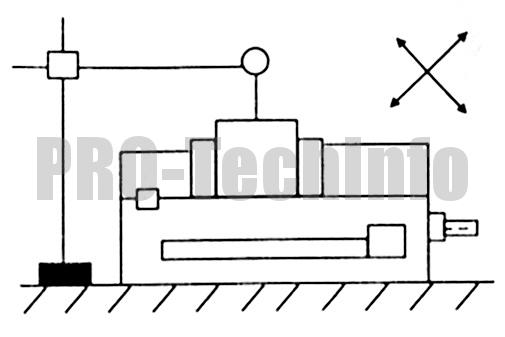 |
A felső vezetőfelület párhuzamossága a satu tövével | 0,01 |
| 2 | 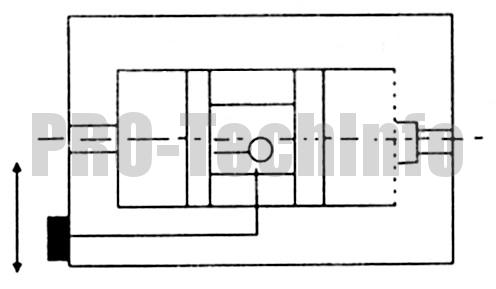 |
Rögzített vagy állítható pofák merőlegessége a felső vezetőfelületre | 0,03/100
(a≤90 °) |
| 3 |  |
Rögzített hosszanti horonypofák merőlegessége |
0,015/100 |
| 4 | 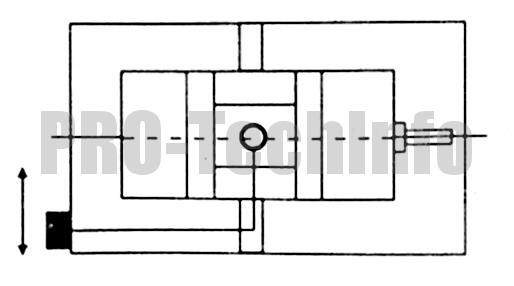 |
A satutest keresztirányú hornyának rögzített pofáinak párhuzamossága | 0,015 |
| 5 |  |
A satu felső részének és a satutest alsó részének párhuzamossága | 0,02 |
| 6 | 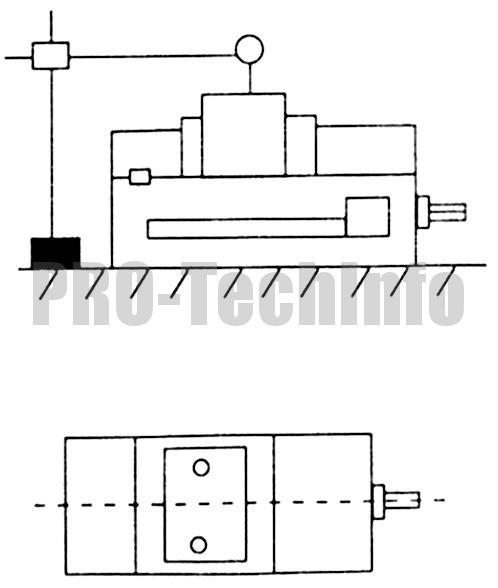 |
A mérőegység felemelése | 0,015 |
| 7 | 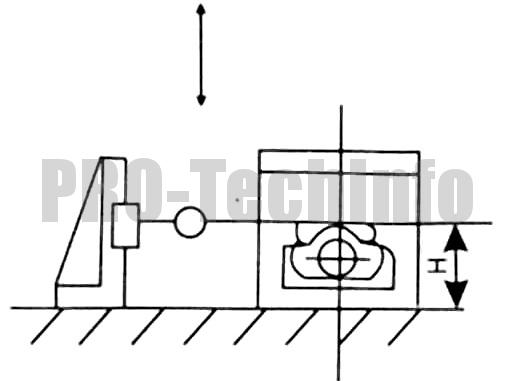 |
Mindkét oldal merőlegessége a satuba | 0,01 |
| 8 | 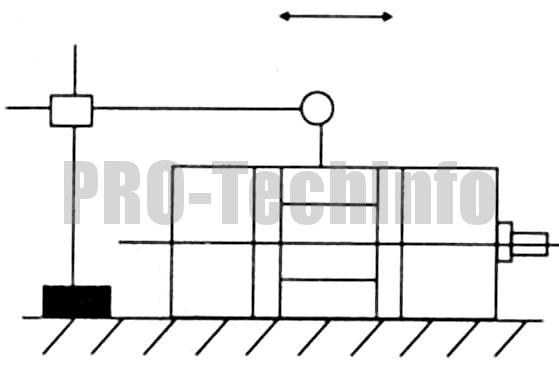 |
A párhuzamosság a satupofák két oldala között hosszirányban | 0,01 |
Tartozékok speciális típusú munkákhoz
Különböző átmérőjű csövek, valamint körök feldolgozásával kapcsolatos munkák elvégzésekor olyan eszközöket használnak, amelyek rendelkeznek mechanizmussal a csövek rögzítésére, beállítási lehetőséggel.
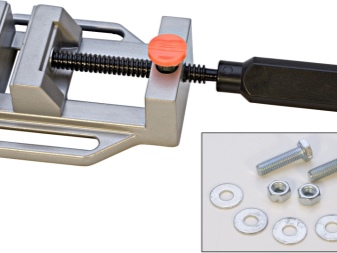
Abban a gyártásban, ahol fát vagy műanyagot használnak anyagként, excentrikus befogószerkezettel rendelkező eszközöket használnak az alkatrészek mérsékelt állítható erővel történő rögzítésére.
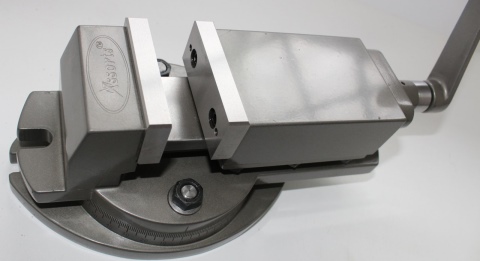
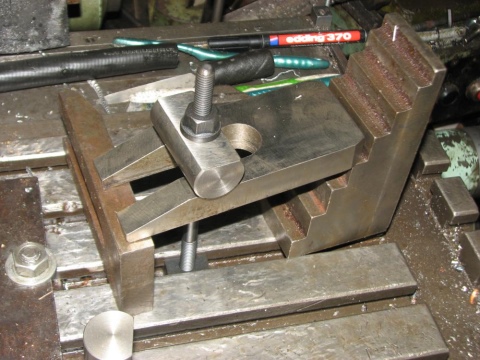
Ha a munkadarabot 90 ° -os szögben kell rögzíteni, akkor speciális satukat használnak a munkadarab rögzítésének és feldolgozásának szükséges szögének biztosítására.








Fajták és cél
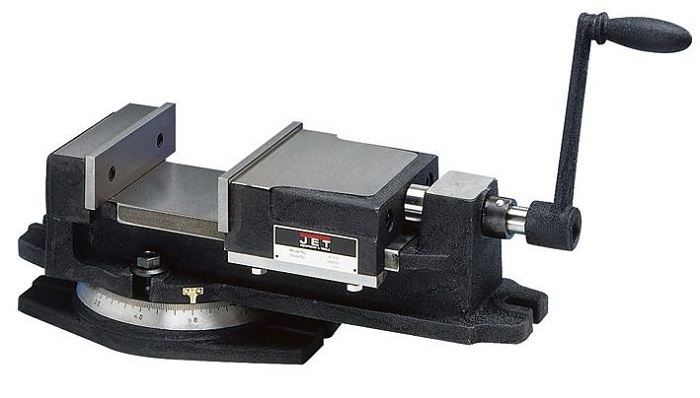
A satu fő alkotóelemei két állkapcsok, amelyek egymással szemben vannak. Az egyik állkapocs szorosan rögzítve van, a másik mozog, ezáltal rögzítve az alkatrészt.A maró satu segítségével egy részt szembe kell mozgatni, kör alakú részt kell létrehozni, vagy a munkadarabot 90 fokban el kell mozgatni. Ezeket mind magán kis műhelyekben (például kiegészítők gyártásához), mind nagy ipari termelésben használják összetett alkatrészek gyártásához. Funkcionalitás szempontjából a maró satuba osztható forgó és nem forgó.
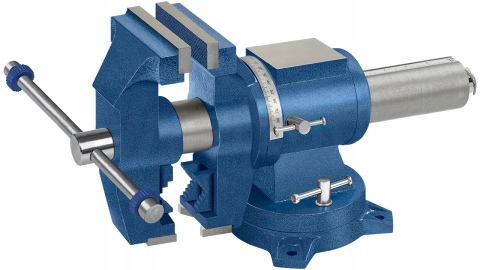
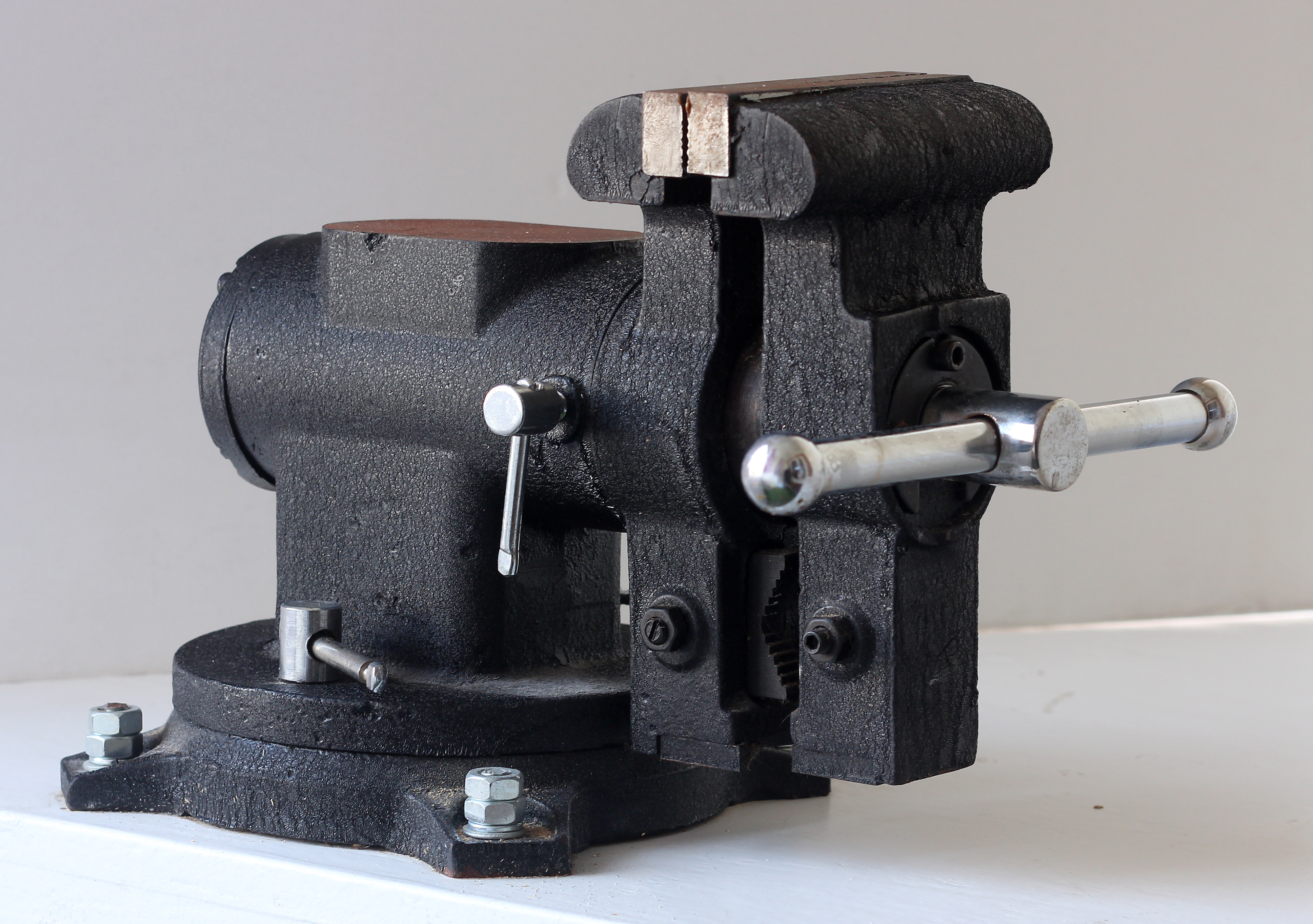
Forgó
Az ilyen gépi satuk a legnépszerűbbek. Lehetővé teszik az alkatrész dőlésszögének megváltoztatását a feldolgozás során, ezáltal nincs szükség a munkadarab új helyzetben történő rögzítésére. Vannak azonban itt hátrányok is. Az alkatrész nagy mobilitása hátrányosan befolyásolja rögzítését. De ezt a hátrányt általában más paraméterek kompenzálják, például a fordulatszám csökkenése.
Fontos!
A kisméretű műhelyekben lévő forgócsavarokat elsősorban apró tárgyak, például bútorszerelvények vagy kulcsok készítésére használják. A nagy gyártóüzemekben az ilyen eszközöket motor alkatrészek vagy más, összetett alakú termékek előállítására használják.
A forgó satu lehet kézi, pneumatikus vagy hidraulikus. A kézi forgó satu alapja egy forgótárcsa, amelynek segítségével a satut a bennük rögzített anyaggal együtt forgatják. Egy ilyen tárcsán a kézi satut csavarokkal rögzítik. A satu pofái közötti távolság manuálisan állítható be. Az ilyen satukat főként kis műhelyekben és törékeny tárgyak feldolgozására használják. Olcsók és nagyon praktikusak.









A pneumatikus satu alján egy forgótárcsa is található. A hozzá rögzített satu két lemezből és egy sínből áll. Az egyik végén egy lezárt cső van rögzítve a mozgatható satulaphoz. A cső másik vége egy szivattyúhoz van csatlakoztatva, amely lehet elektromos vagy kézi. A satuba szorítóerőt a szivattyú szabályozza, amely sűrített levegőt szállít a csövön keresztül.
A hidraulikus satu megismétli a pneumatikus satu elvét, azzal az egyetlen kivétellel, hogy levegő helyett folyadékot szállítanak a csövön keresztül. Általában vizet használnak, de viszkózusabb folyadékokat használnak a kompresszió fokozására. A hidraulikus satu a legnépszerűbb típus, és leggyakrabban a gyártásban használják.
Rögzített
A rögzített maró satu, a neve alapján ítélve nem rendelkezik elforgatható mechanizmussal
De annak ellenére, hogy hiányzik belőlük egy ilyen fontos funkció, a nem forgatható satu méltó versenytársa a forgónak. A helyzet az, hogy a rögzített satuk sokkal olcsóbbak, mint a forgó, ezért nagy a keresletük.
A rögzített satuk kézi, pneumatikus és hidraulikus hajtásúak is.
