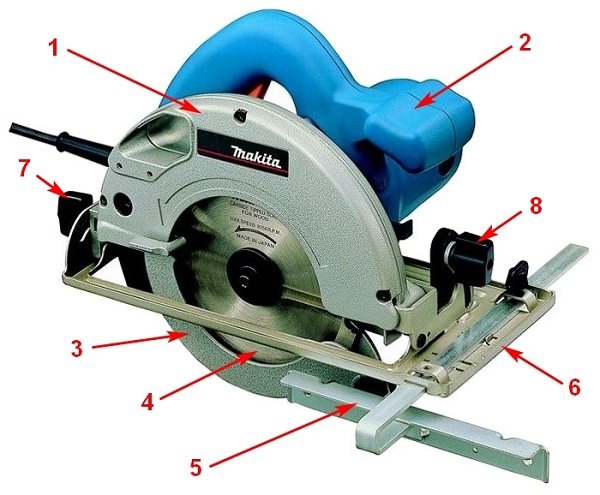
Koncepció
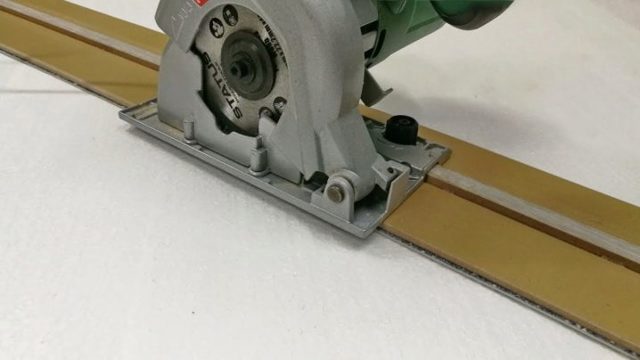
A gérvágó fűrész egy olyan szerszám, amely egyenes vágásokat végez adott szögben. A fűrész vágási szöge 90 fok vagy 45 lehet. Fő előnye, hogy jól megbirkózik a hosszú részletekkel és a szokatlan formájú felületekkel. Feltűnő példa ezekre a műanyag padlólap.
De ennek az eszköznek más tulajdonságai is vannak.


Ennek az egységnek a megjelenése hasonlít egy hagyományos körfűrészre (körkörös), amely egy mozgatható karra van felszerelve. Lehetővé teszi, hogy a tárcsák nem csak függőlegesen, hanem bármilyen dőlésszögben is leereszkedjenek. Ez az eszköz különféle anyagokat vághat le:
- faipari;
- fém (különösen alumínium);
- műanyag;
- kő.
Nézetek
A fűrészlapokat két típusra osztják: keményfémre és monolitra. Ez a felosztás olyan különbséget ír le, amely azonnal nyilvánvaló. Az a tény, hogy egyes lemezeken a vágó rész a fogakhoz van forrasztva, és néhány egyszerűen egyetlen termék (monolit).
Monolitikus
A monolitikus lemezek megkülönböztető jellemzője a fogak nagy száma. Egy ilyen pengével dolgozva sokkal könnyebb tiszta vágást kapni. De érdemes megjegyezni, hogy ezeknek a vágókerekeknek rossz a képessége az élesítéshez, és szükség van a fogak időszakos elválasztására.
A fém élezése nem nehéz, de a nagy számú kés késlelteti a folyamatot.
Karbid
A keményfém fogakat megbízhatóbbnak tekintik, mert erősebbek, és nem igényelnek állandó élezést és foltosítást. Ezek a pontozótárcsák a legszélesebb választékkal rendelkeznek, és megbízhatóságuknak köszönhetően időt takarítanak meg. Jelentős hátrány azonban az alacsony minőségű hamisítványok nagy száma, még a híres márkáké is. Egy ilyen terméknél a forrasztott vég gyorsan lerepül. A keresztmetszeteken végzett 5 perces munka után csak néhány megmaradt penge látható a lemezen.
De a hamisítás is sikeresen leküzdhető, ha jobban odafigyel a márka helyesírására, valamint a jelzéssel ellátott festék kiváló minőségére és tartósságára.

Specifikációk
Összesen két fő mutató van, amelyekre figyelni kell vásárláskor

Az átmérő olyan jellemző, amely befolyásolja a motortengely forgási sebességét. A körfűrészek mérete eltérő, és a kör paraméterei ettől változnak. A méret és a sebesség optimális arányát táblázatokban lehet bemutatni:
| Átmérő mm. | Forgás gyakorisága |
| 80 | 23 800 |
| 100 | 19 100 |
| 120 | 15 900 |
| 250 | 7 600 |
| 350 | 6 300 |
Az átmérő növekedésével a kényelmes működési frekvencia mindig csökken
Mire kell figyelni szerszám vásárlásakor. A 100 mm megengedett átmérőjű körfűrészen nem lehet nyolcvan tárcsát felszerelni

Mindegyik lemezt a gyártó által megengedett fordulatszámra tervezték. A nagy fordulatszám a fő oka a fém kiégésének, ami után megváltoztatja alakját és puha lesz.









Ahhoz, hogy megtudja a beépülő modullal való munkavégzésre alkalmas alapvonalat, el kell olvasnia a lemezen található információkat. A márka fő jellemzőit a márkacímke mellé írják:
- Átmérő;
- A forgás munkasebessége;
- További információk (alacsony zajszint, hőmérséklettel szemben ellenálló bevonóanyagok).

A web szemrevételezése
Összehasonlításképpen több olyan lemez jelenik meg, amelyek megjelenésében különböznek.
Az ellenőrizendő lemezek kiválasztása
A lemez simaságának ellenőrzése
A tárcsa geometriai síkosságát fém vonalzóval ellenőrzik.Ehhez vonalzót alkalmaznak a fogak közé a korongjelölés oldaláról, és megfigyelik a réseket.
A lemez ellenőrzése a jelölés oldaláról
Aztán egy vonalzó
a lemez hátoldalán alkalmazzák, és réseket is felfednek.
A lemez ellenőrzése hátulról
Ha a lemez lapos, akkor
a fém vonalzó szorosan illeszkedik a vászonra, és nem lesznek rések.
A fogak vizsgálata
A korong fogai keményfém végűek
forrasztva. A fogak geometriájának helyesnek kell lennie. Az alacsony minőségű lemez fogakkal rendelkezik
kimegy a sorból, és különböző dőlésszögekkel rendelkezik. Ez óvatosan látható
megvizsgálja az egyes fogakat.
A fogak állapotának vizsgálata
Az italok ellenőrzése
Magas hőmérsékletű
a vágólapok a tárcsához vannak forrasztva. A forrasztók különböző geometriájúak
formák: ferde, egyenes, kúpos, trapéz alakú. Minden forrasztás a lemezen
azonos méretűnek és azonos geometriai alakúnak kell lennie.
Az italok ellenőrzése
Ha összehasonlítja a kettőt
lemez: drága márkájú és olcsó kínai, akkor a márkás lemeznek van mérete
több trükköt. Egy ilyen korongot 10-12 élezésre terveztek, és egy korongot kicsi
forrasztással lehetetlen 5 -nél többször élezni.
Korongforrasztás összehasonlítása
A kiválasztott vágások minősége
a lemezek ugyanazok. Azonban jobb, ha van egy lemez nagy forrasztással
ellenáll a nagy terhelésnek és az ismételt élezésnek.
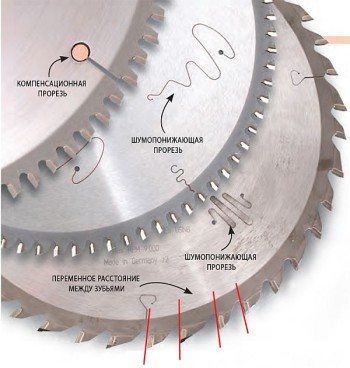
A penge vastagságának ellenőrzése
Acél penge penge
lehet vékony vagy vastag. Lézervágással készül. Hogy csökkentsék
Zaj- és rezgéskiegyenlítő nyílások vannak a lemezlapon. Minőség
a lemezek hullámzó bővítéssel vannak ellátva.
Ha a vékony tárcsa meghajlik
a kezek nyomása alatt a vastag korong nem hajlítható.
A vászon ellenőrzése alatta
kéznyomás.
Vastag korongok
akkor használható, ha egyenletes vágást kell végeznie egy erős fűrésszel. Újratölthető
a körfűrészek vékonyabb és olcsóbb pengéket vásárolnak.










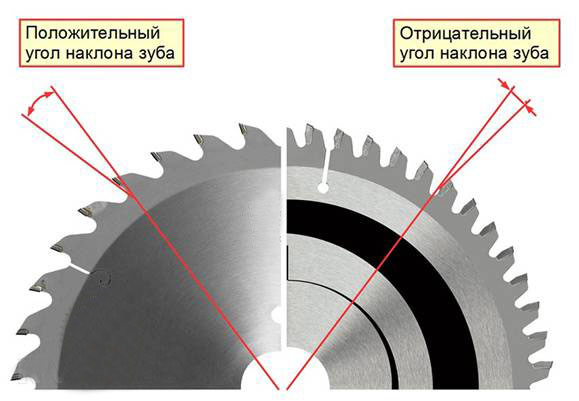
A fogak élezésének szögének ellenőrzése
A fogaknak sok szöge van
de a fő az elülső dőlésszög. Lehet pozitív, ill
negatív.
A fogak szögeinek élezése
A lemez elülső sarkából
a lemez képességei:
- hosszanti vágás - 15‒25 fok;
- keresztvágás - 5-10 fok;
- univerzális alkalmazás - 15 fok.
Laminált
a felületeket, a műanyagot és az alumíniumot negatív szögű tárcsákkal fűrészelik. A fát pozitív szögű tárcsákkal fűrészelik
élezés.
Pozitív szögű tárcsa
Hosszirányú fűrészelés
pozitív élezési szögű és kis mennyiségű tárcsákkal végezzen
fogak. Ha az élezési szög 18‒25 fok, akkor a fűrészelés gyorsan megtörténik, de
gyenge minőségű.
Tépje le a fűrészlapot
Jellemzően vágások
a fát a fűrészlap univerzális változata állítja elő,
például 15 fokos élezési szöggel.
Univerzális lemez
Kiválasztás a fogak száma alapján
A fűrészlapok megkülönböztetik egymást
a fogak száma szerint. Úgy tartják, hogy ha a fogak 10 és 40 között vannak, akkor ez kicsi
fogak száma. 40-80 az átlagos fogméret és 80-90
ez nagyszámú fog.
Durva vágás
16 - 24 fogú koronggal kapható.
16 fogú tárcsa.
Amikor sima kell
vágja, majd válasszon egy 36-48 fogú lemezt.
48 fogú korong
A fogak élességének értékelése
Tapasztalt felhasználók
mindig ellenőrizze a fogak állapotát. A tompa fogakkal rendelkező korong nem vág jól,
felmelegszik, fűrésznyomok maradnak a fán.
Az ellenőrzés végrehajtásra kerül
ujjak. Amikor a korong éles, a fogak elkapják a bőrt és könnyűnek érzik magukat
bizsergés. Egy tompa tárcsa sima fogakkal rendelkezik.
Ujjellenőrzés a lemezen
A webes lefedettség értékelése
Így a lemez nem
fa gyanták tapadtak, és nem ragadt a vágásban, a penge sima
tükör bevonat. Nem lehet rajta karcolás.
Lemezborító
Kimenet
Nincsenek univerzális lemezek. Az egyes lemezek kiválasztását óvatosan kell megközelíteni.Néha egy drága, de kiváló minőségű fűrészlapot jövedelmezőbb vásárolni, mint egy olcsóbb és rövid élettartamú modellt.








Az "Aquila Workshop" asztalosműhely mesterosztályának anyagai alapján, Viktor Prokhorov feldolgozásával
Kategória: Szerszámgépek
Menjen a csoportokhoz és az Odnoklassniki -hez
Külső átmérő
Ez a kiválasztási paraméter közvetlenül arányos a fűrészburkolat méreteivel. Ha nagy átmérőjű lemezt vesz fel, akkor nem lehet kis burkolatátmérőjű szerszámra felszerelni. A túl kicsi lemezekkel történő üzemeltetés is következményekkel jár.

A külső méret nem befolyásolja a vágási sebességet, de meghatározza a vágási mélységet. A kéziszerszámokban 130-250 mm átmérőjű vágóelemeket használnak.

A penge nagymértékben az anyag felületébe merítésével nő a motor terhelése. Javasoljuk, hogy a fogak ne nyúljanak ki 10-20 mm-nél nagyobb mértékben a munkasík felett.

A fog alakjának hatása a vágásra
Jelentős a vágás minőségét befolyásolja a fogak alakja.
- Lapos felsővel. Az ilyen fogazatú fűrészlap kiválóan alkalmas keményfa vágására. Kihúzza a kemény szálakat, lehetővé téve a hatékony fűrészelést. Legjobb kőris, tölgy, bükk, nyír. A fogazat szimmetrikus, beállítás nélkül.
- Kiemelt huzalozással. Erős fába vágásra tervezték. Nagy teljesítményt nyújt piszkos vágásokkal. A feldolgozási helyeket csiszolópapírral is csiszolni kell.
- Hármas forgács. Az ilyen fűrészlapot egy speciális rendszer szerint tervezték, amely ötvözi a két korábbi technológiát. Először jön egy fogsor, amely nagy fadarabokat vág ki. A következő szög elvágja a nyomokat az előzőtől. Ez nagy vágási teljesítményt eredményez, de maga a vágás tiszta és nem ragad ki szálakból.
- Bírság. A legelterjedtebb befejező tárcsatechnológia négy fog, negatív dőlésszöggel és beállítással, és egy alulvágáshoz. Ez a technológia lehetővé teszi a vágás befejezését is. Alkalmas forgácslap és MDF vágására bútorgyártásban.

A lemezek típusai
A piacon nincs olyan univerzális tárcsa, amely mindenféle anyagot képes kezelni. A fő különbség a vágóél alakja. Még egyféle nyersanyag esetében is, mint például a fa, számos kör létezik a piacon, amelyeket kemény és puha fákhoz terveztek. Néhányat puha fával (fenyő, fenyő, luc) és kemény fával (kőris, bükk, cseresznye) való használatra terveztek.

A tartósság mutatója a győztes vagy gyémánt árnyalatok jelenléte a fogakon. Ezek apró darabok karbid ásványok (volfrámkarbit), amelyek lényegesen keményebbek, mint a fém és a fa.

Fém monolit modelleket gyártanak szénacél... A vágóélek termikusan edzettek, ami növeli sűrűségüket és keménységüket. Ennek köszönhetően nem unatkoznak tovább, és továbbra is alkalmasak a normál működésre. Ha az él tompa, akkor kövekkel vagy speciális csiszológépekkel élezhető. Sokkal olcsóbb a győzteshez képest. A gyártáshoz használt fémet nem szabad túlhevíteni. A hőmérséklet emelkedésével az acél temperálódhat. Ettől a fém puha lesz, gyakorlatilag nem működik.

A forrasztott modellek jobb teljesítményt nyújtanak, mivel a bélések lényegesen keményebbek, mint a hagyományos fémek. Nem igényelnek további élezést, ezért tovább tarthatnak. De sérülés esetén nem javítható. Diamond nyer, és fél a túlmelegedéstől.

Ha a forrasztás elhasználódott, élezni lehet. Ehhez gyémántkoronggal ellátott gravírozó és további polírozás szükséges vulkanitkoronggal vagy GOI pasztával.









Fűrészlap jelölés
A lemez kiválasztásához mindig
a jelölés tanulmányozása után folytassa.
Tárcsás penge
feltétlenül jelölje meg.Annak érdekében, hogy a jelölés hosszú ideig fennmaradjon,
kiváló minőségű lemezek teszik ezt lézerrel. Hosszú távú festék
törlődik, és a jelölésből származó információra nemcsak a lemez megvásárlása során van szükség, hanem
és ismételt használatával.
Fűrészlap jelölés
A jelölésnek köszönhetően
a felhasználó megtudja:
1. A gyártó márkája és logója
Híres márkáknak
márkaneveket tartalmaz: Bosch, Hammer, Makita,
"Bölény", "Támadás" és mások. Ezek kiváló minőségű lemezek. Ugyanakkor a piacon
sok közepes minőségű lemez van Kínában.
2. A lemez célja
Körfűrész
különböző anyagok fűrészelése. Ez nem csak fa, hanem laminált, gumi,
alumínium, forgácslap.
3. Külső lemez mérete
A méret korlátozott
a fűrészvédő alatt. Ez a paraméter határozza meg a vágási mélységet.
A kézi fűrészek 130-250 mm-es tárcsákkal működnek.
4. Furatméret
A vágókésnek muszáj
jól illeszkedik a tengelyre. Ez a biztonságos munkavégzés előfeltétele. Korongok
16-32 mm furattal készülnek.
5. Vágási szélesség
A vászon vastagságából
a vágás attól függ. A vékony penge keskeny vágást végez, de a penge rövid életű. A lemezen
vastag pengével, széles és hanyag vágással. Kéziszerszámokhoz
válasszon egy 3,2 mm -es lemezt.
6. Fogak száma
A fűrészlapokon
a metszőfogak száma eltérő. Ez szükséges a különböző anyagokkal való munkavégzéshez és
különböző vágások elvégzése. Optimálisnak tekinthető, ha 5 vagy több van
különböző fogakkal rendelkező lemezek.
7. Forgási sebesség
Paraméter attól függően
a körfűrész lehetőségeit és a penge átmérőjét. A szám határozza meg
fordulat. Nagy pengesebességnél a vágás nagyobb
jó minőség.
8. Forgásirány
Amint azt a nyíl jelzi
az anyagot levágják. Az ellenkező irányban nem csak lesz
vágás, de a vágószerszámmal való biztonságos munkavégzés nem biztosított.










A döntőre
a fűrészlap kiválasztása, folytassa az ellenőrzéseket.
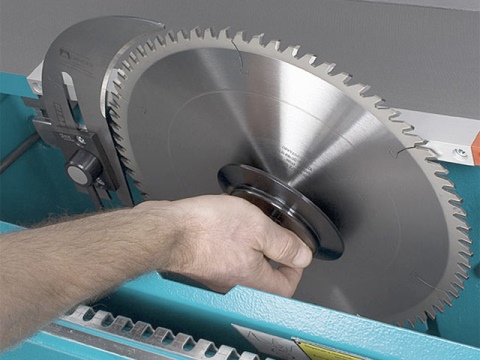
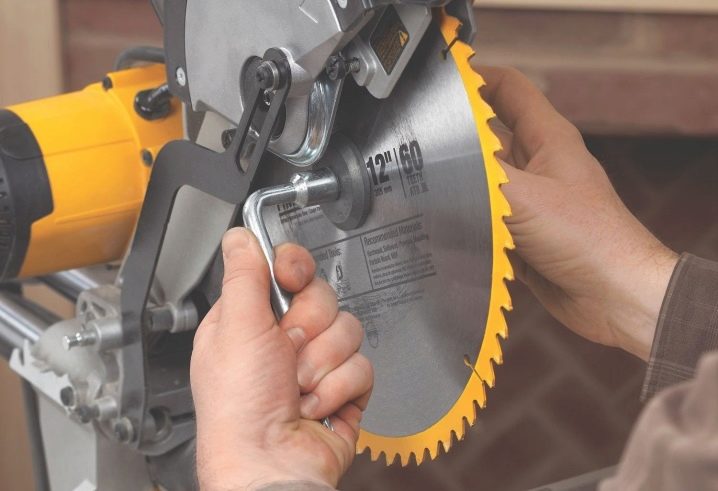
Körcsere
Ha otthon is végez javításokat, az időszakos anyagcsere a fűrészlap cseréjét is igényli. Nem nehéz megváltoztatni, de a biztonság érdekében mégis érdemes tudni a megfelelő műveletsort.
A védő műanyag burkolat (ha van) felső helyzetben történő felszerelésével kell kezdeni. Ehhez csavarja ki az oldalsó segédcsavart, emelje fel a szerkezetet, majd rögzítse ugyanazzal a csavarral, csak más helyzetben.

Ezután vegyen egy hatszöget, amely kicsavarja a középen lévő rögzítőcsavart. Ebben az esetben a fűrész hátoldalán meg kell nyomni a tengelyrögzítő mechanizmus gombját, amely egy ütköző. Megakadályozza a tengely elmozdulását. Ezért tartása közben kinyomhatja a központi csavart a hatszög segítségével. Ezután ki kell csavarni a csavart (használhatja a kezét), távolítsa el az oldalsó dugót (úgy néz ki, mint egy széles alátét), majd a lemezt.
A telepítés fejjel lefelé történik. A tárcsát a tengelyre helyezzük, majd záróalátétet helyezünk, majd a csavart kézzel csavarjuk be ütközésig. A fúvóka rögzítéséhez nyomja meg a gombot, és miközben tartja, húzza meg a középső csavart a határig a hatszög segítségével.
A gérvágó fűrészlap élezésével kapcsolatos információkért lásd az alábbi videót.