A körfűrészlap paraméterei
A korong fém kör, fogakkal a végén. A fához készült körfűrészlapokat különböző feladatokra tervezték, amelyeket figyelembe kell venni vásárláskor. A helytelenül kiválasztott szerszám egyenetlen vágáshoz vezet, szorosan összehúzódik a fogyóeszköz várható károsodásával.

Vágáskor ügyeljen a túlmelegedésre. Az acélt a testhőmérséklet emelkedése jellemzi állandó súrlódással, különösen a fával szemben. Ebben a folyamatban a fém kitágul, ami a "nyolcadik szám" torzulásához vezet. A deformáció egy enyhe ütésben nyilvánul meg, amit korábban nem tapasztaltunk. Gyakran előfordul, hogy a hőmérséklet emelkedése kis domborulatokat okoz a fémtesten, amelyek a szem számára láthatatlanok, de tapinthatóak. Idővel kezdenek terjeszkedni és még láthatóbbá válni. Az ilyen tárcsával ellátott körlevél működése a motor kopásához és az armatúra meghibásodásához vezet.

Vásárláskor figyelembe kell vennie az esetleges tágulást, mivel még a szerszám jellemzőinek megfelelő lemez is kitágulhat a hőmérséklettől. Ennek a hibának a kiküszöbölésére vannak hőmérséklet kompenzátorok. Ezek olyan rések, amelyek felveszik a tágulást és megakadályozzák annak deformálódását. Ezenkívül biztonsági okokból rendszeres szüneteket kell tartania, hogy biztosítsa a motor és a kör hűtését.

A vágás tisztaságának mutatója a fogak száma. A teljesítménymodellek kisebb és nagyobb fogakkal rendelkeznek. Pozitív lejtésük is van. Sokkal gyorsabban vágnak falapot vagy fát, de a széleket törmelék és vágatlan szálak borítják. Ezeket vésővel saját maga kell megtisztítania.

A fűrészlapnak a tiszta vágáshoz nagyobb számú foga van (42 -től), negatív lejtéssel. Termelékenységük csökken, de cserébe tiszta véget adnak, kiálló szálak nélkül.

Fontos, hogy nézze meg a lemez célját. A körlevélhez tartozékok tartoznak:
- Fém;
- Faipari;
- Falapok (farostlemez, forgácslap, MDF, rétegelt lemez, OSB);
- Műanyag;
- Pórusbeton és habtömbök.

Specifikációk
Az alkatrészek kiválasztása során a termékek számos alapvető paraméterét kell figyelembe venni.
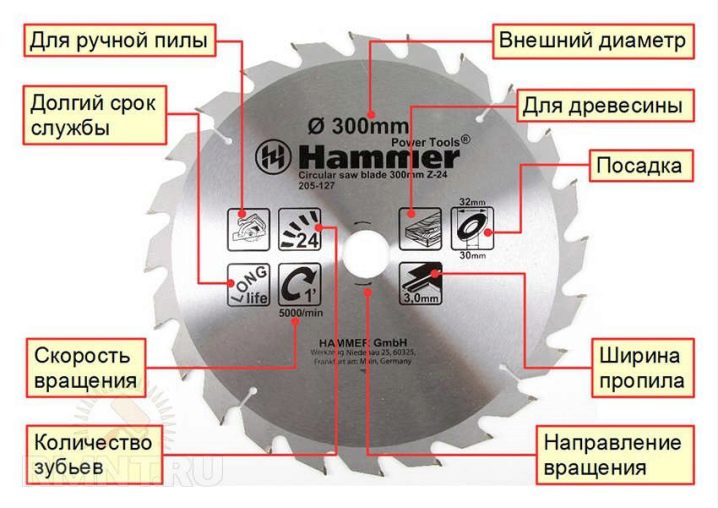
A méret
Ebben az esetben először meg kell ismernie az eszközre vonatkozó utasításokat. A fűrészgyártók ezt az információt az adott eszköz tulajdonságaiban jelzik. Ami a külső átmérőt illeti, választása a körfűrész védőburkolatának méretein alapul, ezért a nagy külső átmérőjű vágókorongot nem lehet a mechanizmusban lévő kisebb méretű eszközre helyezni. A legelterjedtebb korongméret 120–250 mm. Ez a kritérium nem felelős a vágás intenzitásáért, de nagy jelentőséggel bír a vágás mélysége szempontjából.
A belső átmérő pedig befolyásolja a szerszám hajtótengelyét. A következő méretek lehetnek - 16 mm, 20 mm, 22 mm, 30 mm, 32 mm. A penge méretének meg kell egyeznie a fűrész tengelyének méretével. A körök rögzítésére szolgáló modern berendezési modellekben speciális lyukak vannak, amelyek lehetővé teszik a rögzítést részlet használatával csapok.

Fogak száma
A túl sok fog további terhelést okoz a motornak, és lassíthatja a vágási sebességet. Ha olyan fogyóeszközöket használ, amelyek felületén kevesebb fog van, akkor könnyebb lesz eltávolítani a forgácsot a munkaanyagból, de a vágás tisztasága nem lesz tökéletes. E paraméter alapján a lemezek a következő típusúak lehetnek:
- metszőfogakkal ellátott korongok, amelyek száma 80–90 darab tartományban lesz;
- átlagos értékű termékek, ahol a fogak száma 40-80 darab között lesz;
- vágótárcsák minimális számú vágóval 1 és 40 darab között.

Fogdőlés
A fához készült körfűrészek lapjainak nagy része pozitív dőlésszöggel készül, ami javítja a hosszanti vágás minőségét. Negatív dőlésszög esetén a fog sugara a lemez hátsó része felé irányul. Mindazonáltal a hosszirányú vágásokat leggyakrabban olyan termékek végzik, amelyeknél a fog pozitív eltérést mutat a sugarától, mivel az ilyen konfiguráció megbízhatóbb tapadást biztosít a nyersanyaghoz. A lejtők osztályozása a következő elven alapul:









- az 5–15 fokos szöget tekintik a szabványos metszőfogaknak;
- a pozitív lejtés 15-20 fokon belül van;
- negatív - 0 és 5 fok között.
Ezen értékek alapján könnyebb lesz megtalálni a munkához szükséges fogyóeszközöket.


Korongvastagság és forrasztási lehetőségek
Maga a szelet vastagsága közvetlenül ettől a paramétertől függ. A túl vastag termékek azonban túlmelegedést okozhatnak. A leggyakoribb méret 3,2 mm.

A tárcsán lévő vágók tervezési jellemzői
Ebben a számban a körök egyértelműen osztályozhatók a cél típusa szerint. Tehát lapos fogakkal hosszanti vágást hoznak létre puha vagy kemény fán. Az elemet a gyártó FT rövidítéssel jelöli. A második típusú marót cserélhetőnek nevezik, ez magában foglalja az alkatrészek váltakozó formában történő elrendezését, ahol a fogakat viszont ellentétes irányba döntik. Egy ilyen tárcsával mind a fa, mind a fát tartalmazó alapanyagok keresztirányú és hosszirányú vágását végzik. Ebben az esetben a vágótárcsát ATB jelzi.
A kombinált típusú lemezek olyan vágókat tartalmaznak, amelyek megismétlik az előző két típus konfigurációját. A kézi szerszám vagy a Combi tárcsával ellátott elektromos típusú szerszám univerzális típusú multifunkcionális eszköznek tekinthető, mellyel szinte minden fafaragás elvégezhető. A trapézvágók lapos fogak, és rövidítésük TCG.

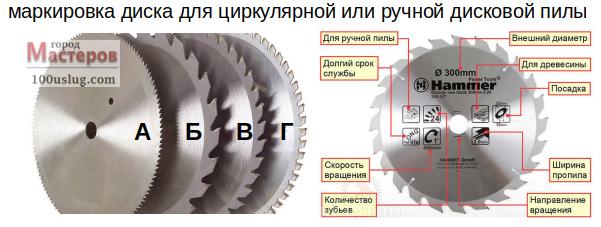
Körfűrészlap jelölés
A javasolt termékek paramétereinek meghatározásához a gyártó bizonyos értékeket alkalmaz termékeire, amelyek meghatározzák a kör külső átmérőjét, a forrasztási vastagságot és a kört. A fa számára legnépszerűbb korongok közül 190x30 mm vagy 190x20 mm jelöléssel ellátott termékeket lehet kiemelni.
Nyersanyag típusa
Általában nagy sebességű acélt használnak körfűrészek körök készítéséhez. Vanádiumot, krómot és molibdént is használnak szilárdságának növelésére.

Körfűrészek fához

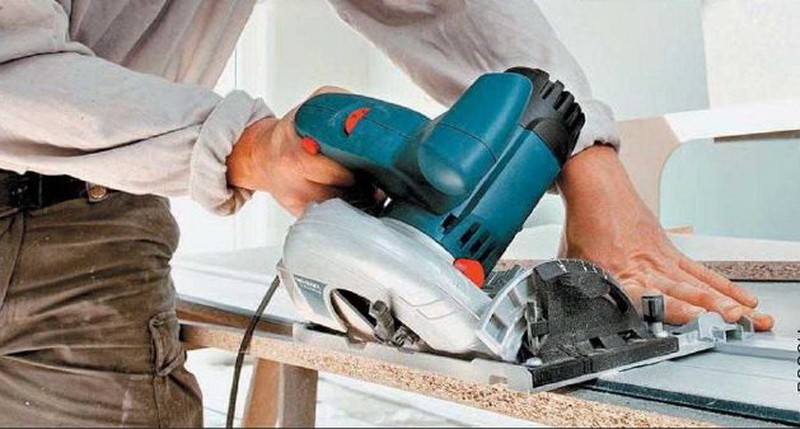
A körfűrészt sikeresen használják nemcsak az ipari területen, hanem otthon is, amikor pontos és gyors vágást kell végeznie a terméken. A körfűrész átmenet a szúrófűrész és a fejlettebb elektromos fűrész között. Ma megvizsgáljuk a fa körfűrészeinek jellemzőit, és hogyan válasszuk ki a megfelelőt.
A fűrész műszaki jellemzői a fához
A körfűrészek kiválasztásakor elsősorban a szerszám motorteljesítményére kell figyelni, mivel ettől a jellemzőtől függ, hogy a fűrész milyen vastagságú faanyagot képes feldolgozni és milyen gyorsan fog lezajlani. Ha különféle munkadarabokkal kíván dolgozni, akkor a legkényelmesebb a teljesítményszabályozó szerszámot választani
Ezzel az opcióval könnyen elérheti a gyors vágást a szerszám túlterhelése nélkül.
Ha különféle munkadarabokkal kíván dolgozni, akkor a legkényelmesebb a teljesítményszabályozó szerszámot választani. Ezzel az opcióval könnyen elérheti a gyors vágást a szerszám túlterhelése nélkül.
A fizikai kiválasztási kritériumok közé tartozik a teljes szerszámtest, egy robusztus test és egy további fogantyú ellenőrzése. Ezenkívül a modellt biztonsági zárral kell felszerelni a véletlen indítás ellen.
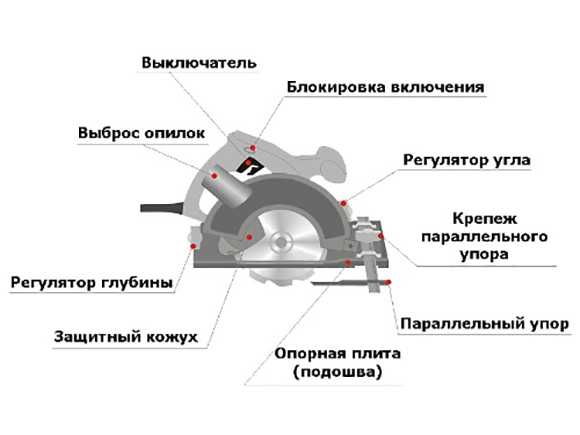
A fűrészek alkatrészei és mechanizmusai
A körfűrész egy nagyon praktikus eszköz, amelyet minden professzionális és házi kézművesnek rendelkeznie kell.A szerszám segítségével bármilyen pengét egyenletesen vághat, valamint szögben vághat. Gérvágáshoz a szerszámot egy alaplemezre szerelik fel, és a dőlésszöge akár 45 fokban is állítható. A professzionálisabb modellek lehetővé teszik a 60 fokos lejtéssel történő vágást.
A dönthető képességgel együtt a fa panel merítési mélysége is állítható. A legnépszerűbbek azok a modellek, amelyek excentrikus mechanizmussal vannak felszerelve. A szerszám másik hasznos része a védőburkolat, amely mozgatható alsó védőburkolatból és rögzített felső védőburkolatból áll.









Fűrészlapok
A fához készült körfűrészek fűrészlapokkal vannak felszerelve, amelyek átmérője, furatának mérete és vastagsága eltérő. Minden adat megjelenik a lemezen. A fűrészlapok keményfémben és szilárdban különböznek egymástól. A monolitikusok hátránya, hogy gyorsan elveszítik élességüket, de képesek önélezni. Az előnyök közé tartozik a megfizethető költség.
A keményfém kerekek tartósabbak és az egyik leggyakoribb
A penge kiválasztásakor figyelni kell a fogak alakjára, ami befolyásolja a vágás minőségét és sebességét.
Ha gyors nagyolási munkát kell végeznie, válasszon egy lapos egyenes fogat. Hosszirányú vágásokhoz ideális a kis fogszámú és pozitív lejtésű tárcsa.
A keresztmetszést a legkényelmesebben nagy fogszámú tárcsával lehet elvégezni.
Ha trapéz alakú fogakat választ, az alumíniummal, forgácslemezzel vagy laminátummal végzett munka jó minőségű lesz. Ez jó vágási gyakoriságot biztosít, és segít elkerülni az anyag szétesését.
A legjobb, ha az anyagot szaküzletekben vásárolja meg, ahol a lemezekre vonatkozó minden részletes információ megtalálható a csomagoláson.
A fogyasztóknak tisztában kell lenniük azzal, hogy az ingás gérvágó fűrészlapokat nem használják körfűrészekhez és kézi körfűrészekhez. Szemrevételezéssel ellenőrizze a vágószerszámot, amelynek sima, lézeres jelölésekkel kell rendelkeznie.
Fontos jellemző a vágótárcsa vastagsága. A vékony fűrész sokkal kevesebb energiát fogyaszt és csökkenti a hulladékot
Az ilyen anyag azonban hajlamos a deformációra, és nem alkalmas gyakori és nehéz munkákra.
Most már tudod, hogyan válasszon körfűrészeket a fáról és milyen kritériumokra kell figyelni a választáskor
Hogyan válasszunk
A fűrészlap fának való kiválasztásakor először is fontolja meg a vágószerszámra való alkalmazhatóságát. Típustól függően az ülés külső átmérője és átmérője kerül kiválasztásra.

Ezt követően ki kell választania a megfelelő lemezek közül azt, amely biztosítja a feladatok leghatékonyabb végrehajtását. Ebben az esetben figyelembe kell venni a fogak konfigurációját, a fentiek szerint.
A meglévők közül választhat egy gyártót a személyes preferenciáknak megfelelően, a megbízhatósági szempontok alapján vagy az "ár-minőség" legsikeresebb kombinációját figyelembe véve. A szerszámgyártásban vezető vállalatok a Bosch, a Makita, a Metabo, a Stayer, a Zubr és a Praktika márkák.

A jól ismert vállalatok által gyártott termékek minősége továbbra is magas, még akkor is, ha harmadik országokban gyártják őket. A jó, kiváló minőségű fűrészlapok hosszú ideig tarthatnak, miközben biztosítják a munkavégzés nagy biztonságát és garantálják a kiváló minőségű eredményeket.









Hogyan válasszuk ki a fűrészlapokat egy körfűrészhez
A körfűrész sok feladatot tud megoldani. De sajnos a teljes munkakörben egyetlen fűrészlapot nem lehet nélkülözni. A szükséges alkatrész helyes kiválasztásához és a hozzá rendelt feladat eléréséhez számos tényezőt figyelembe kell venni. A méretekből kiindulva, a fogak számával és az anyaggal zárva. Az írástudatlan választás szerszámtöréshez és esetenként balesethez vezethet.
A választáskor figyeljen a kör műszaki jellemzőire, és már ebből kiindulva ki kell választania a megfelelő kört. Ezek közül néhány növeli a motor terhelését, és előfordulhat, hogy nem megfelelő az Ön szerszámához.
Méretek (szerkesztés)
Sok függ a körfűrész típusától - minden az utasításokban van feltüntetve. De függ a munka típusától is - milyen anyagot fognak feldolgozni.
- Külső átmérő. A védőburkolat méretéhez illeszkedik.
- Belső átmérő. A kör alakú erőtengely méretétől függ.
- Fogak száma. A nagy számú fog negatív hatással van a vágási sebességre és a motor terhelésére, de a vágás minősége és tisztasága nő.
- Fogdőlés. Leggyakrabban a kerekek pozitív dőlésszöggel rendelkeznek a fogakhoz, ami kiválóan alkalmas szakításra.
- A kör vastagsága és a forrasztás. Meghatározza, hogy milyen vastag lesz a vágás. A nagyobb szélességek növelik az erőt, de növelik a motor terhelését.
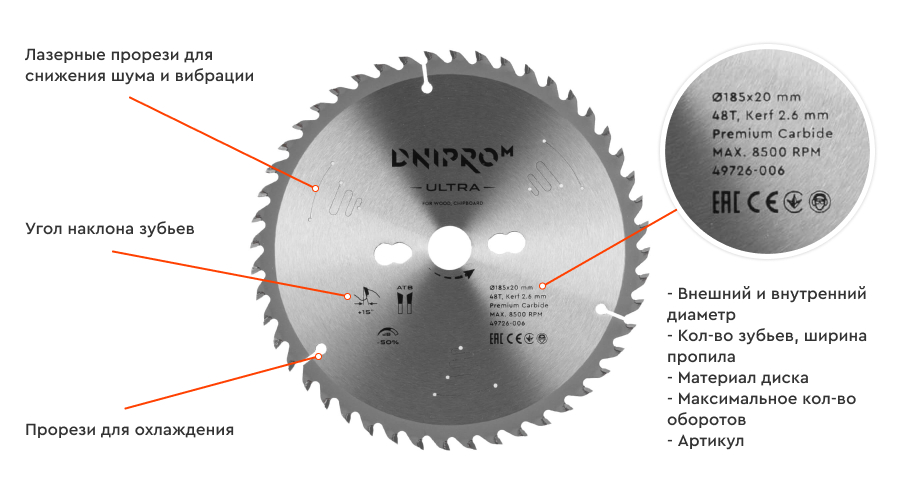
Fűrészlap jelölés

Általában a kiváló minőségű termékek lézeres jelöléssel vannak ellátva. A jelölési adatok alapján információkat kaphat a penge vastagságáról, a külső és a belső átmérőről, a fordulatok számáról, a fogak számáról.
Például egy 190 x 1,8 x 20 mm értékű lemez azt jelenti, hogy a lemez rendelkezik külső átmérő 190 mm, forrasztási vastagság 1,8 mm és körvastagság 20 mm. A forrasztási vastagság kulcsfontosságú tényező a lemez kiválasztásakor. A közepes vastagság nem terheli túl a sebességváltót, ami biztosítja a szerszám tartósságát. Ez a penge jól alkalmas 40 mm -es lemezek vágására.
Anyag
A tárcsák anyaga nagysebességű acél, néha króm -vanádium acél. Ez az acél molibdén, volfrám, vanádium, króm ötvözete, ami jelentősen növeli az szilárdsági jellemzőket. Jelölés - CV vagy HSS.
Keményfém fűrészkerék
A nagy sebességű acél elég erős, de bizonyos munkákhoz nem elég. Ezután keményfém anyagokat használnak TC jelöléssel. A tárcsa félig króm -vanádium acélból készült, a fogak volfrám -karbidból vannak, amelyeket ráforrasztanak.
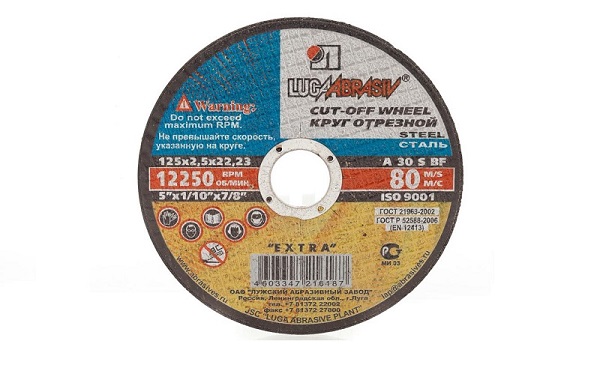
Gyémánt körfűrész
 A kő vágásához, beton és egyéb tartós anyagok gyémántforrasztott tárcsákat használnak, amelyeket lézerhegesztéssel rögzítenek. Az egyik legerősebb korongtípus a nagy sűrűségű anyagok kezelésére.
A kő vágásához, beton és egyéb tartós anyagok gyémántforrasztott tárcsákat használnak, amelyeket lézerhegesztéssel rögzítenek. Az egyik legerősebb korongtípus a nagy sűrűségű anyagok kezelésére.
Hogyan válasszunk körfűrészlapot?
Vásárlás előtt érdemes a következő tippekre támaszkodni:
- Átmérő. A felszerelést a kívánt eredmények függvényében választják ki. A nagy termelékenység és a nagy fadarabok fűrészelése érdekében kört kell vásárolnia, nagy átmérőjű tárcsával. Az alacsony fordulatszám ellenére a fűrész több anyagot képes eltávolítani egy körben. 250 és 300 átmérő alkalmas, ha nagy létszámú apró léceket kell vágni, kis körlevelek alkalmasak, amelyeket 80 körre terveztek.
- Korong anyaga. A fő különbség a szolgáltatás és az ár. A fémfémeket élezni lehet, és bármikor megmunkálhatók elemi csiszolószerszámokkal. Hosszú ideig tarthatnak, ha megfelelően kezelik. Lehetőség van egyszerre többféle kör vásárlására különböző fafajtákhoz. A győztes vagy gyémántforrasztású modellek jelentősen növelhetik a termelékenységet. Ritkán igényelnek karbantartást, de ha a marót darálják, akkor gyémánt és nemez fúvókákkal ellátott metszővel kell feldolgozni.
- A fogak alakja. A produktív és gyors vágáshoz az állítható fogaskerék alkalmas. Gyorsan vághatnak nagy fadarabokat, ami jelentősen növeli a termelékenységet. Tiszta lemezekhez 42 vagy több fogszámú korongok és negatív élesítési lejtők alkalmasak. E két technológia kombinációja nagy termelékenységet tesz lehetővé viszonylag tiszta vágással.

Különböző fafajtákkal való munkavégzés során (bútorok professzionális összeszerelése, faragott kapuk készítése) különböző tárcsákkal kell rendelkeznie. Egyes gyártók különböző fogazatú tárcsákat kínálnak. A készletek kevesebbe kerülnek, mint egy darab vásárlása.

Bízhat a gyártóban:
- Bosch. Német márka, amely elektromos szerszámokat és tartozékokat gyárt. A termelés jó minőségű és elfogadható áron. A katalógusban monolitikus és győztes változatok találhatók.
- Makita. Japán gyártó, amely az amatőr elektromos szerszámok szegmensének mércéjévé vált.
- Bölény. Orosz márka vezető szerepet tölt be a FÁK piacon. A körfűrészekhez tartozékok teljes skáláját gyártja.
Körfűrész fához - a megfelelő kör használata esetén teljesen kinyílik.
fő paraméterek
A favágó körfűrészlapnak meglehetősen sok jellemzője van:
- Külső vagy külső átmérő. Szinte minden körfűrész védőburkolattal rendelkezik, amely megakadályozza a fűrészpor elrepülését. Ő és a gép egyéb geometriai méretei határozzák meg, hogy milyen átmérőjű tárcsákat lehet felszerelni. Eladó, a leggyakoribb tervezési lehetőségek, amelyek átmérője 130 és 250 mm között van. A külső átmérő befolyásolja a vágás mélységét, valamint a beépített villanymotor terhelését, amelyről a forgószerszám forgást biztosít.
- Belső furatátmérő. A vágószerszám rögzítése a belső átmérő mentén történik, ami nagyon eltérő lehet. Egyes lemezmodellek további lyukakkal rendelkeznek, amelyek lehetővé teszik a lemez rögzítését a csapokra.
- Fogak száma. A külső átmérő mentén különböző számú fog helyezhető el. Ez a paraméter határozza meg, hogy az anyag milyen gyorsan feldolgozható. A fogak számának növelésével a vágás minősége nő, de a telepített elektromos hajtás terhelése nő.
A körfűrészlapok fához (az ár sokféle mutatótól függ) átlagos vágószámmal rendelkezhetnek. A vágószerszámok végrehajtásának ilyen lehetőségeit univerzálisnak nevezik, így hogyan alkalmasak feldolgozás sokféle vágási körülménnyel.








Mire kell figyelni a fűrészlap kiválasztásakor?
Nyilvánvaló, hogy a kiváló minőségű fafeldolgozás érdekében, amely magas eredményeket ér el a fafeldolgozásban, a hatékonyságban és a gazdaságosságban, a "megfelelő" fűrészlap kiválasztását a legnagyobb felelősséggel kell kezelni.
Mielőtt Pilana fűrészlapot vagy más gyártók termékeit vásárolná, vegye figyelembe a körfűrész paramétereit:
- tengely forgási sebessége (maximális fordulatszám percenként);
- elektromos motor teljesítménye;
- a védőburkolat méretei;
- a motortengely ülőfelületének mérete.
Vágószerszám vásárlásakor ügyeljen arra, hogy ez a modell megengedett -e a körfűrészek forrasztására. Ez az opció lehetővé teszi, hogy teljesen helyreállítsa a fűrészlap teljesítményét, és ne költsön extra pénzt
A fűrészlap fogainak konfigurációját olyan paraméterekre kell alapozni, mint a motor teljesítménye. Ha a fűrészlapot negatív vagy „nulla” lejtéssel szereli fel, akkor az elektromos szerszámot fokozottan igénybe veszi. Ha ezt a paramétert figyelmen kívül hagyják, akkor teljesen lehetséges, hogy a körfűrészeket a közeljövőben javítani kell.
Az orsó forgási sebességének, valamint a tengely forgási sebességének (fordulat / perc) értékelésekor el kell érni, hogy ezek a paraméterek maximálisan megfeleljenek a tárcsák gyártója által meghatározott követelményeknek.
Fűrészlapok fához: típusok, választható jellemzők

A modern piacon nagyon gyorsan növekszik a különböző típusú fából készült bútorok értékesítése. Ebből egyértelmű, hogy a fafeldolgozó műhelyek folyamatosan működnek.Ahol famegmunkálás folyik, mindig szükség van fűrészlapokra. A körfűrészek (fűrészlapok) mindig igényesek.
A fűrészlapok nagyon nagy választékban vannak a piacon, átmérőjük és vastagságuk eltérő. Átmérőben elérhetik húsz millimétertől két és fél méter.
A fűrészlapok ilyen változatossága annak köszönhető, hogy maguk a bútorgyárak, a fafeldolgozó vállalkozások és a kis fából készült termékeket gyártó nagy műhelyek kérik őket. A fán minden egyes folyamathoz különböző lemezeket választanak ki jellemzőik szerint.
Néhány fűrészlapot úgy terveztek, hogy különböző gépeken, különböző fákkal dolgozzanak.
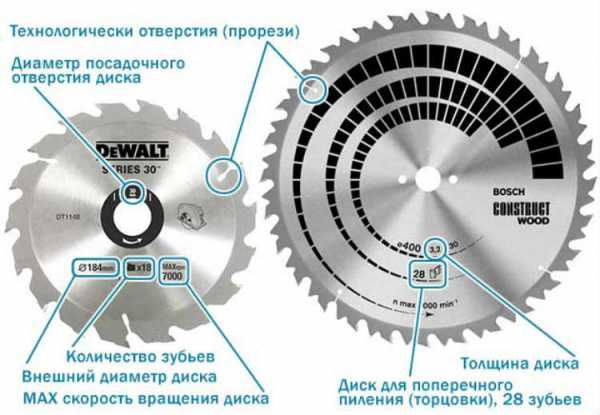
Vegye figyelembe a fűrészlap legalapvetőbb paramétereit:
- Furatok mérete
- Fogak száma
- Külső átmérő
- Vastagság. Ez nem mindig számít, és nincs feltüntetve. Általában 3-4 milliméterrel egyenlő.
A külső átmérőt fel kell tüntetni, attól függ, hogy a tárcsa alkalmas -e egy adott géphez. Például: a támadófa fűrészlapját különböző gépeken használják, de mindegyiknek saját külső átmérője van. Ezenkívül minden tárcsa saját lyukkal rendelkezik az ültetéshez, a leggyakoribb furatátmérő 30 mm a fűrészlapoknál
200-400 mm. A 150-160 mm átmérőjű tárcsák furatának mérete 20 vagy 22 mm. Ezen furatátmérők sokfélesége elkerüli azt a problémát, hogy a régi körfűrészt le kell cserélni egy újra.







Fontos jellemző a fogak (szegmensek) száma is
Mi a különbség a lemezek között
több foggal és kevesebbel? A vágás tisztasága a fűrészelés során a fogak számától függ, minél több fog van a tárcsán, annál tisztább a vágás. A laminált anyagú körfűrészek nagy része 96 szegmenssel rendelkezik, amelyek átmérője 300 mm. És általában a fogak száma 40 és 100 között változik.
A laminált anyagú fűrészlapokat egy kiegészítő pontozótárcsával párosítják, amely sekély vágást végez a fa aljától a főtárcsa felé. Ezeknek a vágásoknak az alsó és felső szélessége azonos, és ugyanazon tengely mentén halad.
Ez egy bonyolult művelet, és a forgácslap jó tiszta vágása, foltmentesen, csak tapasztalt fűrészkészítő, aki rendelkezik tapasztalattal a fűrészlapok beszerelésében és beállításában.
A körfűrészek a következők:
- Monolitikus: szilárd fém
- Szilárd
- Keményfém -forrasztók készülnek a fűrészlap minden fogán
A harmadik lehetőségnek nagyon nagy előnye van másokkal szemben. A munkaidő sokkal hosszabb, mint az 1) és 2) lehetőségeknél.
Végtére is, egy közönséges vaskorong gyorsan elhalványul, és folyamatosan élezni kell, míg a forrasztott korongot nem kell élezni, nincs rá szüksége, az egót nem kell megtenni, hanem egyszerűen korrigálni kell élező gép.
És sok pénzt vagy időt takaríthat meg, ami nagyon fontos az üzleti életben. Például a makita fa fűrészlapjai leggyakrabban forrasztókkal vannak ellátva
A keményfém fogak saját specifikus profillal rendelkeznek, amely optimális a hatékony vágáshoz. De általában a fán lévő korongokban az élezés "tükör egy fogon keresztül".
Minden fa kemény a maga módján, és a legkeményebb kőzethez azonos alakú fogazatú korongokat vesznek fel, míg a forgácslaphoz teljesen eltérő formájú tárcsákra van szükség.
Ha alumíniumot veszünk, akkor az ellenállási együtthatója jóval magasabb, mint a faé, és ehhez saját profilra van szükség a fűrészlap vágóéléről. De a piacon nagyszámú különböző fűrészlapot találhat alumíniumhoz és fához, valamint más színesfémek vágására alkalmas fűrészlapokat.