A penge felszerelése
Kezdetben arra kell összpontosítani, hogy az asztalos szerszámok kései általában maximális terhelés mellett működnek. Ebben az esetben a maximális nyírófeszültségről beszélünk
Ebben az esetben az egyik legfontosabb pont a feldolgozott anyag jellemzői lesznek.
Ha ezt a paramétert nem veszik figyelembe, akkor a scherhebel kés stabilitását működés közben közvetlenül az átjáró méretei határozzák meg. Ez az eltávolított forgácsok letörő részeinek maximális hosszára vonatkozik.
Ennek a fesztávolságnak a csökkenésével és a gyalulási mélység párhuzamos csökkenésével a feldolgozandó munkadarab felülete fokozatosan kiegyenlítődik. Ugyanakkor jelentősen gyengül a fém nyíróterhelése, amelyből a penge készült.

A scherhebel kés helyes beállításának megértéséhez figyeljen néhány fontos pontra. Először is ennek az elemnek a tervezési jellemzőiről beszélünk.
Tartalmaz támogató és működő alkatrészeket. Az utóbbi konfigurációjában a következőket különböztetjük meg:
- egy letörés a hátsó oldalon, és csökkenti a kés vágási erejét a feldolgozandó fába; ez annak a ténynek köszönhető, hogy ennek a hátsó síknak a kezelendő felülettel szembeni súrlódása megszűnik;
- dőlésszög - általában olyan paraméter, amely megegyezik a vágóelem Scherhebel testhez viszonyított dőlésével;
- hátsó szög;
- munkaszög - ebben az esetben a dőlésszög és a letörés szöge közötti különbségről beszélünk.

Ennek a szögnek az optimális értékének kiválasztásakor különös figyelmet kell fordítania néhány pontra:
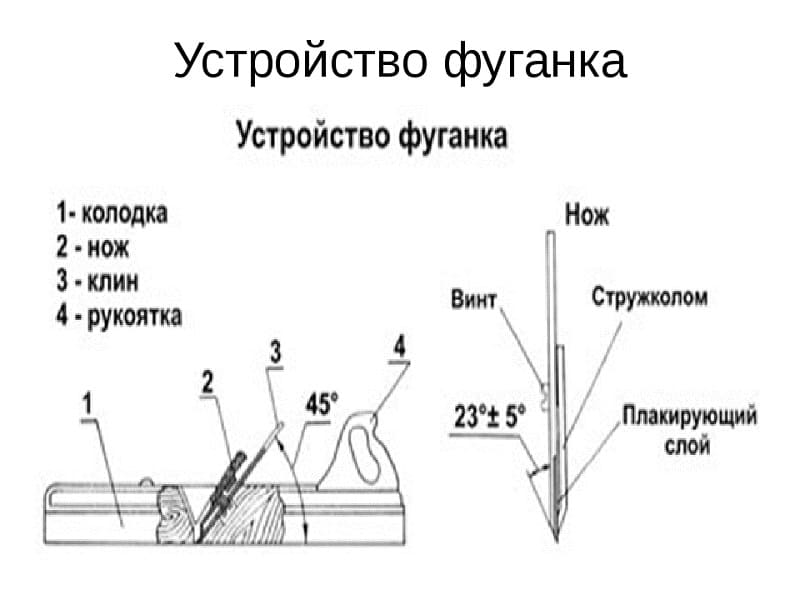
A feldolgozott fa fizikai jellemzői és egyedi jellemzői. Különösen az a lényeg, hogy a szög az anyag keménységének növekedésével nő. Ha vörösfenyővel, fenyővel, nyárral vagy hárssal dolgozik, akkor ajánlott a penge 45 fokos (± 5) szögben történő elhelyezése. Keményebb fajok (tölgy, gyertyán, körte és mások) feldolgozásakor ez a paraméter 60 fok (± 5). Ha az anyag sűrűsége még nagyobb, akkor a szög 80 fokra nő.
Gyalulás típusa. Általános szabály, hogy minden fafajhoz optimális dőlésszög áll rendelkezésre a penge és a szerszám között a munkadarab síkjához képest. Tehát a fenyő esetében 40-45 fok lesz. Ennek a mutatónak a változása határozza meg a gyalulás minőségét.
Fontos azonban figyelembe venni, hogy ebben az esetben a fém intenzívebben felmelegszik, ezért sokkal gyorsabban tompul.
Az anyag, amelyből maga a kés készült, és fő jellemzői
Először is az acél keménységére kell összpontosítani. Leggyakrabban a pengék gyártásakor nagysebességű P12 és P18 fokozatokat használnak.
By the way, egyes kézművesek, amikor önállóan készítenek kést, meglehetősen sikeresen használják a súrlódó fűrésztárcsák elemeit nyersanyagként.

Az előkészítő szakaszban, az eszköz minden használata előtt, a meglévő normák és szabályok figyelembevételével kerül beállításra. Ehhez a következőket kell tennie:
- helyezze a szerszámot úgy, hogy talpa felfelé nézzen;
- vizuálisan határozza meg, hogy a penge széle mennyire nyúlik ki - scherhebel helyzetben ennek az értéknek 3 milliméternek kell lennie; vonalzóval mérhető a kés magassága;
- győződjön meg arról, hogy nincsenek kisebb torzulások; a pengét szigorúan párhuzamosan kell elhelyezni a talppal.




A kés helyes rögzítéséhez a szerszámtestben szétszerelni kell.Rögzítő ékkel rendelkező fa modellek esetén a műveletek algoritmusa a következő pontokat tartalmazza:
- az eke bal kezébe kerül, a tömbnél fogva;
- másik kezével kalapáccsal vagy kalapáccsal könnyű ütéseket kell alkalmazni a szerszám hátuljára, amíg az ék teljesen ki nem oldódik;
- a penge a megfelelő helyzetben és ékekben van kitéve;
- kalapáccsal az éket a végére hajtják; az ilyen manipulációk következtében az alkatrész mozdulatlanul marad;
- a vágóelem helyes felszerelését ellenőrzik.

Fémmodellekkel kapcsolatos helyzetekben a leírt teljes eljárás a lehető legegyszerűbb. Amint fentebb említettük, az ilyen sherhebel pengéjét egy csavaros mechanizmus segítségével rögzítik. Ez az egység egyébként forgácstörőként vagy forgácstörőként is funkcionál. Ez a csomó megakadályozza a gyalulási folyamat során eltávolított fa rétegek forgácsolását.

Hogyan kell telepíteni a gépre
A vágó megfelelő felszerelése szükséges a megfelelő minőség és pontosság érdekében. Ezenkívül a telepítési hibák hozzájárulnak a vágóél gyors kopásához.
A szerszámot a szerszámtartóban szigorúan középen kell elhelyezni. A magasság beállításához a forgó arzenáljának 1–4,5 mm vastagságú fémlemezekkel kell rendelkeznie. A középpont alatti telepítés kiszorítja az alkatrészt, ami veszélyes mind a szerszámra, mind a dolgozóra. Ha a vágóél túl magas, túlmelegszik és gyorsan elhasználódik.
A vágószerszám telepítésekor egyszerű szabályokat kell követnie:
- Törölje le a szerszámtartó csapágyfelületét.
- Rögzítse a szerszámot legalább két csavarral.
- A fej túlnyúlása nem haladhatja meg a tartó magasságának 1,5 -szeresét.
- Nagyoláskor megengedett a vágóél 0,3-1 mm-es túlbecslése.
Az eszköz telepítése után el kell távolítania a teszt chipeket. Ha a felület sima és sima, a forgácsok nem tekerednek a vágó körül - elkezdheti a munkát.









Fontos!
Háromnál több távtartó nem megengedett. Nem szabad túlnyúlniuk a szerszámtartón.
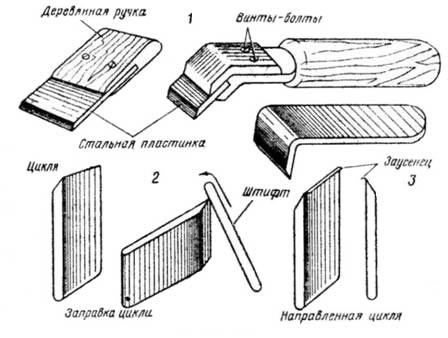
A kézi gyalukés élezése
A kés munkaszéle egy kis görbületi sugarú él. Mielőtt elkezdené az élezést, vizuálisan ellenőriznie kell az él épségét: ne legyenek fémtörések rajta. Ha ilyen hibák vannak, akkor a kést le kell rövidíteni.
Annak érdekében, hogy a sarok sugara a lehető legalacsonyabb legyen, az élezést két lépésben kell elvégezni. Kezdetben az elsődleges élezést végzik. Ehhez a letörés oldaláról tompa kést kell a csiszolókorong peremére hozni, és erősen le kell nyomni. Az élező fordulatszámának 600 - 700 min -1 szinten kell lennie. Ellenkező esetben túl sok fém eltávolítását eredményezi.
Az is fontos, hogy ne vigyük túlzásba a préselést, mert kék-ibolya árnyalatok képződhetnek az acélon, ami kellemetlen jele a fém edzésének. A kés keménysége csökkenni fog, és hőkezelésre lesz szükség az anyag szilárdsági jellemzőinek helyreállításához
 Ha nincs élező, akkor ezt megteheti. Élesítse a kést egy durva élező rúddal, amelyet egy működő munkaasztalra kell rögzíteni. Az élezést a letörés körkörös mozdulatai végzik a rúd felülete mentén. E munka során érdemes időnként megnedvesíteni a kést vízzel vagy szappanos vízzel, hogy megtisztítsuk az élezett felületet és lehűtsük a szerszámot.
Ha nincs élező, akkor ezt megteheti. Élesítse a kést egy durva élező rúddal, amelyet egy működő munkaasztalra kell rögzíteni. Az élezést a letörés körkörös mozdulatai végzik a rúd felülete mentén. E munka során érdemes időnként megnedvesíteni a kést vízzel vagy szappanos vízzel, hogy megtisztítsuk az élezett felületet és lehűtsük a szerszámot.
Ha sorjakat lát, akkor folytathatja az élezés második szakaszát egy finomabb szemcsével, amely eltávolítja ugyanazokat a sorjakat. A rudak részletessége így néz ki:
- nagy szemcseméret 30 és 180 mikron között. Az ilyen rudak szilícium -karbidból vagy korundból készülnek.
- átlagos szemcseméret 7-20 mikron. Az ilyen rudakat olvasztott korundból vagy króm -dioxidból készítik.
- kis szemcseméret 3-5 mikron. Ezt az anyagot a kések végső élezésére használják.
A késsel történő élezés végén tartsa azt egy kemény fadarab felett. Véglegesen eltávolítja a sorja töredékeit.
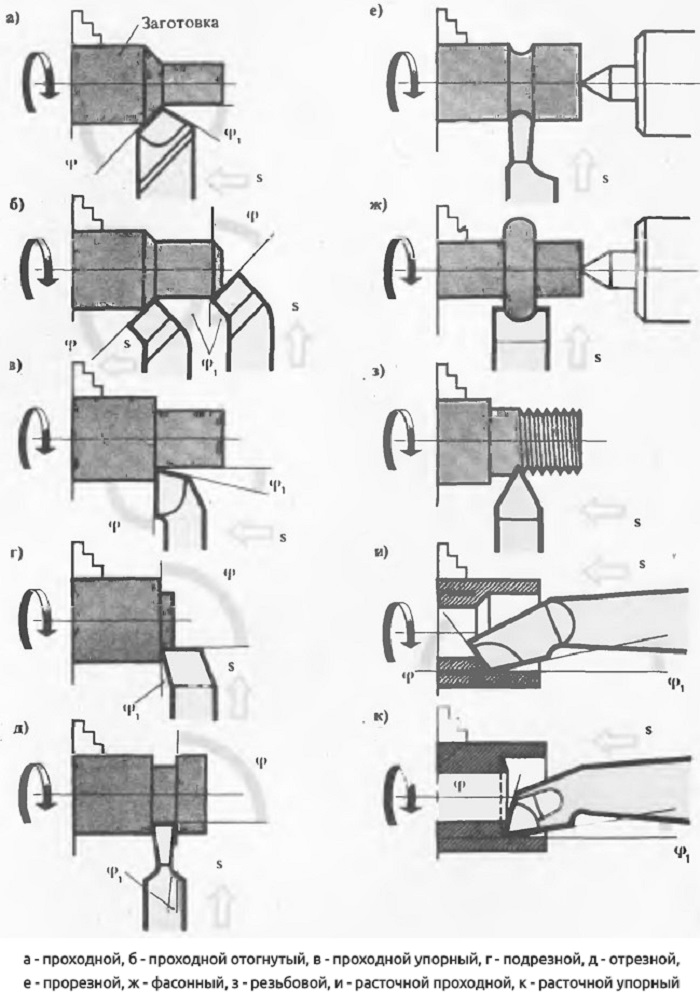
A fémvágók osztályozása a fejek alakja, kialakítása, vágási iránya és a műveletek pontossága szerint
Ezeknek a paramétereknek megfelelően a következő fémosztó -osztályozások vannak.
Fej alak szerinti osztályozás
E paraméter szerint a metszőfogakat 4 típusra osztják.
-
Egyenes. A tartó és a munkafej vagy ugyanazon a tengelyen, vagy kettőn, de párhuzamosan helyezkednek el.
-
Ívelt. A tartó ívelt alakú.
-
Visszahúzva. A fej oldalirányú hajlítása szabad szemmel látható.
-
Húzott. A fej szélessége kisebb, mint a tartó szélessége. A fej balra vagy jobbra húzható. Vannak szimmetrikus modellek is.

3. kép: A metszőfogak osztályozása a fej alakja szerint
Osztályozás felépítés szerint
Tervezésük szerint a vágókat három típusba sorolják.
-
Egész. Az ilyen marók teljes egészében ötvözött vagy szerszámacélból készülnek (ritkán). Olcsók, gyorsan elhasználódnak, és nem alkalmasak kemény anyagok kezelésére.
-
Keményfém borítású. Az ilyen marók kombinálják a magas kopásállóságot és az átlagos költséget. A forrasztók általában VK8, T5K10 és T5K6 acélból készülnek.
-
Cserélhető keményfém betétekkel. Ezek drágábbak, mint az analógok. A lehető legkényelmesebb. A lapkák cseréjéhez nincs szükség a vágószerszám eltávolítására.

4. kép: esztergaszerszámok tervezés szerinti osztályozása
Vágási irány besorolása
Van bal és jobb metszőfog.
-
Jogok. Az ilyen esztergákhoz használt vágókat leggyakrabban használják, és jobbról balra táplálják a munkadarabok feldolgozása során. Ha jobb kezét egy ilyen metszőfogó tetejére helyezi, akkor a vágóél a hajlított hüvelykujj oldalán lesz.
-
Bal. Balról jobbra tálalva. Ha a bal kezét egy ilyen metszőfogóra helyezi, akkor a vágóél a hajlított hüvelykujj oldalán lesz.
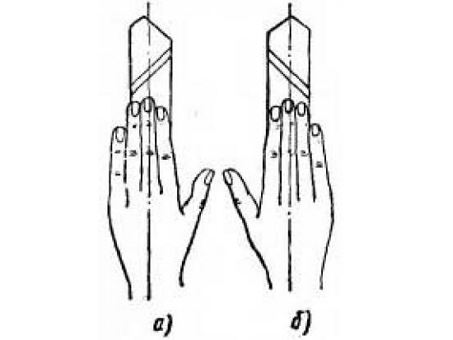
5. kép: bal (a) és jobb (b) metszőfogak
Osztályozás a műveletek pontossága szerint
Ennek alapján a következő metszőfajtákat különböztetjük meg.
-
Nagyolás (nagyolás). Munkadarabok durva megmunkálására tervezték.
-
-
Közepes. A feldolgozás pontossága átlagos.
-
Végső. A feldolgozás pontossága magas.
-
Speciális Kényes technológiai műveletek elvégzésére tervezték.








Népszerű gyártók
A professzionális fémollók gyártói közül a következő vállalatokat kell megkülönböztetni:
1. GROSS - az olló kiváló minőségű acélból készül, így minden termék költségtől függetlenül (620-1500 rubel) alkalmas professzionális használatra. A nagy választéknak köszönhetően könnyen felvehet egy minőségi szerszámot a fém jobb vagy bal vágásához.
"PIRANHA", 250 mm, egyenes vágás, acél-CrMo
Ennek a vállalatnak minden modelljében kivétel nélkül megbízható rugót használnak, amely lehetővé teszi a pengefogantyúk gyors és egyszerű visszaállítását eredeti helyzetükbe.
2. Kraftool (kraftul) - lehetővé teszi az acél kiváló minőségű vágását 0,8 mm vastagságig. A szerszám pofái kovácsolt acélból készülnek, amely tökéletesen ellenáll az állandó terheléseknek. Ezeknek a tervezési fejlesztéseknek köszönhetően a fémvágás sorja nélkül történik, ami jelentősen csökkentheti az időköltségeket.
Ennek a cégnek az eszközei megkülönböztető jellemzője a kétkomponensű fogantyú használata, amely speciális nyúlványokkal rendelkezik az ujjak számára. Ez a kialakítás lehetővé teszi a fémlemez vágási folyamatának teljes ellenőrzését, kiküszöbölve a fogantyú csúszásának és sérülésének lehetőségét. Az átlagos költség 780 rubel.
3. STAYER - olcsó (260-500 rubel), de kiváló minőségű professzionális olló. Ezzel az eszközzel könnyedén vághat akár 1 mm vastag lapokat.Ennek a cégnek szinte minden modellje rendelkezik karmechanizmussal, amelynek köszönhetően a vágóerő jelentősen megnő.
A műanyag fogantyúk és bevágások a vágóéleken lehetővé teszik a stabil és tartós munkát. A STAYER ollóval mind a hagyományos acéllemezeket, mind a rozsdamentes acélokat, mind a színesfém ötvözeteket feldolgozhatja.
4. A bölény egy hazai gyártó szerszáma, amelyet a nagyfrekvenciás áramok megkeményedése miatt a vágófelületek jó minősége különböztet meg. A költség 750 rubel.
Az olló képes akár 0,8 mm vastag lapos fémlemezek vágására. Könnyű megtalálni az értékesítésben mind az egyenes, mind a görbe vágáshoz készült termékeket.
A "Zubr" a gyártás során felhasznált minőségi anyagoknak köszönhetően sok éven át meghibásodás és további beállítások nélkül tart.
5. SPARTA - kiváló minőségű karos modell megfizethető áron (215 rubel). A vágófelület edzett acélból készült, így a Sparta olló kiváló teherbírással rendelkezik, és lehetővé teszi, hogy akár 0,8 vastag fémmel dolgozzon.
A kényelmes fogantyú nem teszi lehetővé a kéz lecsúszását működés közben, és a vágás végén a szerszám könnyen rögzíthető összenyomott helyzetben.
6. NVS - professzionális olló, amely kiválóan alkalmas göndör kivágásokhoz. Költség 1200-2000 rubel.
A penge mikrofogakkal van ellátva, amelyek megakadályozzák a fém csúszását vágás közben. A vágófelület gyártásához használt kiváló minőségű acélnak köszönhetően tökéletesen sima vágás érhető el.
Az NVS olló akár 1 mm vastag kiváló minőségű acélt is vághat. A színesfém ötvözetek 1,4 mm vastagságig megmunkálhatók.










7. BESSEY - a modell lehetővé teszi, hogy akár 1,5 mm vastag lemezanyaggal dolgozzon. A termék megnövelt termelékenységét az összekötésnek köszönhetően érik el, ami jelentősen növeli a pofák szorítóerejét.
Az olló kiválóan alkalmas ívelt vágások elvégzésére és fém egyenes vonalú vágására. A szerszám vágóélei edzett acélból készülnek, amely könnyen ellenáll a nagy terhelésnek, ha megnövelt keménységű fémekkel dolgozik. Német minőséget kérnek - 2500 rubelt.
Következtetés
Videó:
Mind az interneten, mind a szokásos üzletekben figyelni kell a vételárra, és nem vásárolni túl olcsó termékeket. Annak ellenére, hogy az ismert márkák termékei jóval drágábbak, érdemes előnyben részesíteni az idővel tesztelt gyártókat, hogy a lehető legjobban biztosítsák magukat az alacsony minőségű kéziszerszámok vásárlása ellen.
A készülék és a szerszám működési elve
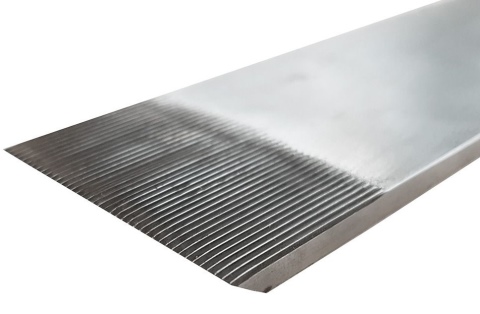
A vágási szög a Zinubelnél közel van a merőlegeshez. Ennek az eszköznek a sajátosságai lehetővé teszik annak használatát még különösen kemény kőzetekkel való munkához is. A göndörödés nem okoz komoly problémát. Az egyetlen Zinubel kés, amely még mahagóni és ébenfa esetében is működik, egyedülálló vágóéllel rendelkezik. A letöréssel ellentétes területen közepes méretű bevágás borítja. Ennek eredményeképpen a vágóél fűrészesnek tűnik. A fogak szöge nagymértékben változhat:
-
kicsi - 0,75;
-
közepes zinubel - 1;
-
nagy szerszám - 1,25.

Ezt az eszközt általában lapos gyaluként emlegetik. A szakértők megjegyzik, hogy a vágási szög a legtöbb gyártási modellnél 80 fok. Amikor a fogak átfutnak a felületen, nagyon keskeny (0,8–1 mm) forgácsot távolítanak el. Az ilyen feldolgozás, amely hullámos felület megjelenéséhez vezet, inkább nem gyalulásra, hanem az anyag karcolására hasonlít.
Annak érdekében, hogy a fából készült nyersdarab tökéletes legyen, a cinubellel való átadás után azt egy ciklussal tisztítják. Ha egy speciális kést cserél a szerszámban egy szabványosra, akkor ki tudja cserélni a darálót. A cinubel blokkja lerövidül és keskenyedik.

Úgy tartják, hogy a zinubel használata a lehető legkíméletesebb.A barázdált felület és a kiemelt cölöp kombinációja növeli a vonóerőt. Ezért a ragasztás sokkal hatékonyabb lesz. Csiszolási módban történő használathoz ki kell cserélni a kést a Zinubel -en. Az ehhez használt szabványos szerszám helyett kettős pengét, forgácsmegszakítót helyeztek a szélére.
A penge a talphoz képest 50 fokos szögben van elhelyezve. Ebben az esetben a következőket teheti:
-
szidja a rosszat;
-
távolítsa el a szabálytalanságokat;
-
simítsa a végeket;
-
az egyenes szakaszok tökéletes illeszkedését érheti el.

A következő videóban többet megtudhat az ilyen típusú eszközökről.
Csiszoló alkatrészek
A kész rész csiszolása csiszolópapírral történik, amelyet az alkatrész köré tekerünk és kézzel tartunk (31. ábra, a), vagy csiszolótömbbel (31., 6. ábra).
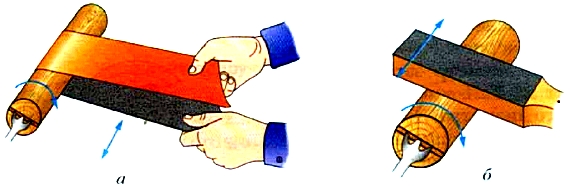
Rizs. 31. Egy rész köszörülése: a - csiszolópapírral: b - csiszolótömbbel









Néha dekoratív gyűrűs csíkok kerülnek a polírozott rész felületére. Ehhez vegyen egy tömböt keményebb fából, mint a munkadarab fája, és vigye fel a tömb szélét a gépen forgó részre. Az érintkezési pont felülete felmelegszik és kissé megég. Ez kör alakú barna csíkokat hagy az alkatrészen.
Gyalu beállítása
Fogja meg a gyalu blokkját a bal kezében úgy, hogy a hüvelykujja
a cipő hátsó részén található, és négy lábujj a talpán a fesztávolság közelében.
Jobb kezében fogja meg a kést a széleknél fogva, tegye az alapra lefelé letörve és csúsztassa el
repülés közben a talpig. Az alapnak vízszintesnek és nagynak kell lennie
az ujja megtámasztja a kést. Markolat - négy lábujj a talpán, nagy
kés keresztül az ék.
Helyezze be az éket a csaplyukba, és enyhén üsse rá kalapáccsal. Azután
fordítsa a gépet a kürttel maga felé, a talppal felfelé úgy, hogy távol legyen
25-35 cm-re a szemtől és 35-45 ° -os szögben a dolgozóhoz.
Keresse meg a helyzetet, amikor a talp egy síkban van, vagyis az elülső
és a talp hátsó bordái egy vonalba olvadnak össze.
Egy könnyű ütéssel egy kalapáccsal üsse ki a kést azonos méretűre
talpszélesség a kívánt érdességtől és forgácsvastagságtól függően
(0,2-0,5). Csökkentse a penge nyúlványát a talp felett úgy, hogy a cipő hátulját kalapáccsal üti,
növelés - egy késsel vagy a blokk elülső végén történő ütéssel. Nem párhuzamosság
a pengéket és talpakat kalapácsütéssel kiegyenesítik a kés jobb vagy bal szélén. Horgony
kés enyhe ütéssel, kalapáccsal az ék végén. Ellenőrizzük a késpenge talp alatti kiemelkedését
hozzávetőlegesen, körülbelül. Ehhez fordítsa a gyaluló tömbjét a talppal felfelé, és tartsa a kezében
úgy, hogy elülső része a néző arcához nézzen. Ebben a helyzetben
párnák A penge kiemelkedése jól látható a talp fényes felületén
sötét csík vagy vékony egyenletes szál formájában.
Ellenőrizhető a megfelelő illeszkedés és a penge kiemelkedése a talp felett
próbagyalással. Ha a kést ferdén helyezik el, akkor a feldolgozott felületen marad
a sarok elmélyülésének jobban kiálló felülete. Ezen kívül a forgács
egyenlőtlen vastagságú lesz a teljes szélességben.

A gyalu beállítása: a - a kés kioldásának és élességének ellenőrzése, b - beállítás
a kés elengedése, c - szétszerelés ütéssel, d - a kés kihúzása és felszerelése
alap (ágy), e - technikák a kés rögzítésére, e - a kés elengedése ütéssel a blokkon,
g - elengedés ütéssel a késre, h - a kés ferdének kiegyenesítése, és - a kés rögzítése
A tiszta gyalulás érdekében az eltávolítandó réteg vastagságát a forgácsokkal szemben ellenőrzik.
Ha a forgács puha, mint a selyempapír, akkor a gyalu helyesen van beállítva.
Dupla gyalugép beállításakor mindenekelőtt helyesen kell telepíteni
forgácstörő, amely a vágóéltől 0,5-2 mm távolságban helyezkedik el, attól függően
az eltávolított forgács vastagságán és a gyalulás kívánt érdességén.
A forgácstörőt nagyon szorosan fel kell csavarni, hogy
munka, a forgács nem kerülhetett közte és a kés közé.
Szükség esetén kis reszelővel ültetik, hogy
nem volt rés közte és a kés között. A forgácstörő külső felületének olyannak kell lennie
simára (szamara őrölve) úgy, hogy a forgács könnyen átcsússzon rajta.
Működés közben a késnek nem szabad mozognia, zörögnie és rezegnie,
különben gyűrődni fog, összenyomja a forgácsot, eltömíti, és a gépet gyakran kell tisztítani.
Ennek elkerülése érdekében az éknek határozottan nyomja a kést az alaphoz és a felülethez
az alap nagyon egyenletes, így a kés a teljes síkjával fekszik.
A beállított gyaluknak meg kell felelnie a következő követelményeknek:
1. A kés alsó szélének tökéletesen szoros illeszkedése a felülethez
a sík alapja (ágya), ami kizárja a kés rezgésének lehetőségét működés közben.
2. A forgácstörő nagyon szorosan illeszkedik a kés felső széléhez anélkül
teljes szélességben, de enyhe alámetszéssel a forgácstörő elhajlásához
rögzítésekor. A forgácstörő elülső domború szélét csiszolni kell
ragyog.
3. A kés szoros befogása ékkel a fal ütközőjének (kiemelkedésének) teljes hosszában
csaplyuk. Ha az ék jól illeszkedik, akkor a kalapács könnyű ütésével szilárdan ékelődik
a kés a blokkban van, és ugyanolyan könnyű ütéssel a blokk végéhez elengedi. Amikor
azonban keményen és többször kell ütni egy kalapáccsal a blokk végén, ami azt jelenti, hogy egy ék
nincs megfelelően felszerelve, és a kés csak alul vagy felül van elakadva
oldalak.
4. A távolság a kés pengéjétől a gyalugép széléig duplával
a kés nem haladhatja meg a 1,5 mm -t. Nagyobb távolság esetén pentaéderes ragasztva van a talpba
betét (nyereg).
5. A gyaluk talpa pontosan a négyzet alá van vágva, vonalzó
és párosított vonalzók alatt úgy, hogy a talp ugyanabban a síkban legyen, és az előtte lévő terület
a spannak a legkisebb kopása sem volt.
6. Az ék olyan hosszú, hogy a kés felső felületén van
nem volt rés, amelybe a forgács vége eshet. Jól beállított síkban
a chipek soha nem akadnak el.
7. A kés pengéjének és letörésének egyenesnek, enyhén lekerekítettnek kell lennie
sarkok, jól kihegyezve és a szélek felé hajlítva, domborúság és homorúság nélkül.
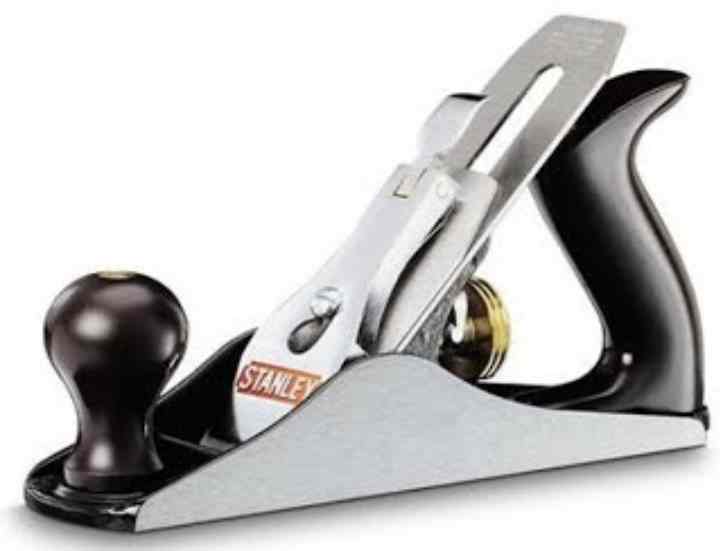
Funkciók és jellemzők
A sík (vagy eke) egy asztalos szerszám, amelyet fa tervezésére használnak. Maga a munkafolyamat egy fa felület hosszanti vágása késsel, hogy megkapja a kívánt érdességet vagy alakot. Ezenkívül a gyalulószerszámmal az alkatrészek méreteit, a hornyokat és a különböző formájú (hornyokat) kiterjesztett mélyedéseket lehet beállítani. Ezenkívül gyaluk segítségével vágásokat végezhet, hornyokat végezhet (hajtogathat) a munkadarab széle mentén, és nyúlványokat kaphat a táblák (nyelvek) szélein. Az építőiparban ezt az eszközt gyakran használják fák padlóra vagy mennyezetre történő feldolgozásakor.
A sík elengedhetetlen a fa felületén található különböző hibák, érdesség, torzulások és szabálytalanságok kiküszöböléséhez. Kiváló minőségű, jól élezett, helyesen kiválasztott szerszám használatakor a gyalulás során sima, egyenletes felületet kapunk. Miután a fát speciális síkkal befejezte, a munkadarabot nem kell csiszolópapírral csiszolni, mivel a gyalult felületet könnyebb felvinni a lakkozásra, lenyűgözőbbnek tűnik a lakk száradása után, és kevesebb nedvességet szív fel.
Ezenkívül minden fafajta egyedi textúrával rendelkezik, amely jobban látható a vágott felületen, szemben a darálóval feldolgozott faanyaggal. Ma mind a mechanikus (kézi), mind az elektromos gyaluk jelennek meg a piacon. Formájukban mindkét hangszer típus hasonló lehet, de kialakításukban erős különbségek vannak.
A fő különbség az elektromos modellek között egy olyan elektromos motor, amely tengelyt hajt, speciális módon rögzített késsel.Mechanikus síkban a vágási funkciót egyetlen késsel hajtják végre, amelyet fából vagy fémből készült alapba rögzítenek, és maga a gyalulási folyamat az emberi kéz ereje miatt következik be, amelyek a szerszám váltakozó hosszirányú mozgását végzik a termék felületén. . Az asztalos mesteremberek, akiknek fő feladata a fafeldolgozás gyors befejezése, elektromos szerszámot választanak.

Az elektromos gyalulót nagy mennyiségű munka rövid időn belüli elvégzésére tervezték, de ez nem mindig eredményez tökéletesen sík felületet.
Ezenkívül az elektromos kéziszerszám növeli a biztonsági követelményeket, mivel az alapvető óvintézkedések figyelmen kívül hagyása miatt a vágóél által a végtagok károsodásának kockázata növeli az áramütés lehetőségét.
A kézi síkot olyan kézművesek választják, akik nem szeretik a sietséget, és gondosan végzik a munkát. Az elektromos szerszámhoz képest a kézi gyalu eltávolítja a finomabb forgácsokat, és a kész munka rendesebbnek tűnik. Ráadásul csendes és könnyű.









Az is fontos, hogy a kézi szerszámmal végzett munka utáni tisztítási folyamat könnyebb legyen. Az elektromos repülőgép pedig finom port hagy a levegőben, ami káros az egészségre.
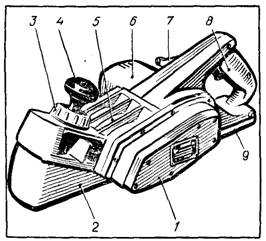
A repülőgép kialakítása meglehetősen egyszerű a kivitelezés során, de kiválasztásakor az alkatrészek minősége játszik fontos szerepet. Az eszköz a következő részekből áll:
- a test (blokk) a gyalu egyik fő eleme. Van egy késnyílás, amelyre a többi alkatrész rögzítve van. A test alsó részét (működő) talpnak nevezik. Vannak modellek fém talppal és fával. Bizonyos gyalutípusoknál a blokknak több lépcsője és különleges alakja van. A fa tokok főleg száraz erős fából készülnek (gyertyán, körte, kőris, bükk, akác);
- kések (vasdarab, penge) - a fő rész a munka elvégzéséhez, a munkadarab minősége attól függ. Háromféle kés létezik. A Straight rendszeres penge egyenes felületek vágásához. Lekerekített - ez ugyanaz a kés, de kerek élekkel rendelkezik, amelyek miatt nincsenek hornyok. Nagy felületek megmunkálására használják, nem teszi lehetővé a szabálytalanságokat. Göndör - segít dekoratív eredmény elérésében. Alakja egy közönséges kés, barázdált véggel;
- bilincs - ez a rész felelős a kés rögzítéséért a testhez, különböző anyagokból;
- forgácstörő - a kés és a bilincs között helyezkedik el, a munkadarab készítésének kényelmesebb folyamatához tervezve;
- csavar - vele beállíthatja a kés helyzetét a kezelendő felülethez képest, ezáltal beállítva a vágandó forgács vastagságát és egyetlen menet szélességét;
- béka - metszőfog dőlés beállító lemez;
- két fogantyú a munkához: az első a szerszám vezetéséhez és a forgács vastagságának megválasztásához, a hátsó a gyaluk munkafelületen való mozgatásához. Sokféle szerszám létezik egy fogantyúval.
Ami?
A zenzubel egyfajta kézi sík - az asztalos- és asztalosiparban szükséges eszköz. A klasszikus eszközzel ellentétben göndör, nem lapos gyaluláshoz használják. Alternatív név a mintavétel. A legtöbb esetben a zenzubelt a következő célokra használják:
-
téglalap alakú szakaszok tisztítása;
-
negyedek kiválasztása a táblákon;
-
redők létrehozása;
-
takarítás és a negyedek kiválasztása a léceken és rudakon.

Az egyedi kialakításnak köszönhetően a vágó vagy a véső fém része 90 ° -os szögben állítható a blokkhoz. Az asztalos szerszámtestben van egy oldalsó lyuk. Ezen keresztül eltávolítják a felesleges forgácsokat. A vésőkések formája egy spatulához hasonlít, amely tolja és gyorsan levágja a fából készült réteget.

Mielőtt elkezdené a munkákat gyalugépekkel, a gyalult gyaluláshoz, gyalukkal jelölési vonalakat húznak a munkadarabra.Először a negyed méretét jegyzik fel, majd a zenzubelt veszik fel. A síkot szépen vezetik a jelölések mentén, eltávolítva az első forgácsot, hogy kis párkányt hozzon létre. A jövőben magabiztosabb és gyorsabb lépéseket tehet.

A gondos használatnak köszönhetően a vésőt a befejezéshez használják, amelynek során lehetőség van a munkafelület szükséges érdességének elérésére és a munkadarab méreteinek beállítására. A negyedet általában falzgebelrel választják
Utóbbi szerkezetében hasonló a zenzubelhez, és a figurás gyalukhoz is tartozik, de számos egyedi jellemzővel rendelkezik. Ezek közé tartozik a lépcsős külső talp.

Működési szabályok
Az esztergaszerszámok hosszú ideig képesek ellátni fő funkciójukat, amíg a munkafelületet le nem csiszolják. A szakszerűtlen használat azonban lerövidíti a szerszám élettartamát. Az előzetes kopás megelőzése érdekében kövesse az egyszerű kezelési szabályokat:
- Helyezze a központba.
- Minél nagyobb a munkadarab, annál nagyobbnak kell lennie a marónak.
- Kapcsolja be a hűtést, ha nagy igénybevétel mellett dolgozik.
- Időben élesítse.
- Rendszeresen finomítsa a munkafelületeket egy finom szemcsés kaviccsal, anélkül, hogy a szerszámot kivenné a szerszámtartóból.
- A munkadarabot kézzel közelítse meg, miután megérintette, kapcsolja be az automatikus előtolást.
- A gép leállításakor először húzza vissza kézzel a szerszámot, majd kapcsolja ki a készüléket.
- Válassza ki a megfelelő vágási körülményeket.
- Ne tárolja a szerszámot egy halomban - ez forgácsokhoz és repedésekhez vezethet a vágóélen.
- Ha levágó szerszámmal dolgozik, mozgassa azt a lehető legközelebb a tokmányhoz.
Sokféle munkát végeznek esztergagépen. Mindegyik folyamathoz külön vágógép tartozik. Kiválasztása a feldolgozandó anyag, a vágási feltételek, a tisztaság és az érdesség paraméterei alapján történik. A szerszámot időben kell élezni, be kell tartani a működési és tárolási szabályokat.