Milyen hibákat követnek el leggyakrabban a kézművesek?
A sietség és a tapasztalat hiánya azt a tényt eredményezi, hogy még egy olyan folyamatot is, mint a polipropilén termékek forrasztása, helytelenül hajtják végre. Írjuk le a leggyakoribb problémákat és azok jellemzőit.
Leggyakrabban a termékek hibái annak a ténynek köszönhetők, hogy a csatlakozó elemek helytelenül vannak elhelyezve a forrasztás során. Például rések jelennek meg, ha a szerkezetet a végéig nem nyomja be a szerelvénybe. Ennek köszönhetően csökken az üzemi nyomás, a falvastagság. A probléma különösen fontos azok számára, akik hevítés után közvetlenül saját kezükkel illesztik be a csövet a szerelvénybe, anélkül, hogy kellő erőfeszítést tennének.
Ugyanakkor a forrasztás során nem megengedett túlzott erő. Ellenkező esetben egy másik probléma jelenik meg. A felesleges olvadt anyag elkezd préselődni a résből, amelynek szélei mentén a szerkezet véglapja és a belső ütköző található.
Az ilyen többletet "rácsoknak" is nevezik. Ezt követően a munkaanyag permeabilitása a rendszeren keresztül csökken. A csatlakozó elem komolyabb terhelést tapasztal.
- Vannak, akik nem mindig helyesen állítják be a hőmérsékletet. A szükséges hőmérséklet 260 fok. A megengedett eltérések mínusz \ plusz tíz fok. Ez az érték optimális bármilyen típusú termékhez, függetlenül az átmérőtől. A lényeg az, hogy a forrasztópáka nem melegszik túl. Ekkor lehetőség van a szükséges nyomásszint fenntartására az anyagban. Ebben az esetben a felületnek nem szabad túlságosan lehűlnie, mielőtt az összes elemet összekapcsolják egymással.
- Egy másik gyakori probléma a rossz felszerelés. A forrasztópákákat teljesítmény szerint kell kiválasztani, attól függően, hogy melyik csőátmérőt kell feldolgozni. Például az 500 watt a legjobb választás egy 50 mm -es kivitelhez. 100 wattos csővezeték feldolgozásakor 1000 wattra van szükség.
Videó 6. Hibák a forrasztáshoz való csatlakozó szerelvények kiválasztásában + hegesztési idő táblázat
Tippek a hegesztőgép kiválasztásához
A megfelelő felszerelés megvásárlása előtt ajánlatos figyelni az alábbi néhány jellemzőre:
- Gyártó. Mi határozza meg a készülék költségét, a kivitelezés minőségét.
- Az anyag, amelyből a készülék készült, az építési minőség. Ezt a tényezőt figyelembe véve lehetetlen forrasztani.
- Teljes készlet, további tartozékok.
- Erő. Attól függ, hogy milyen átmérőjű alkatrészeket forrasztanak.
A PVC csövek forrasztópáka a lehető legegyszerűbb működési elvű szerszám. A fűtőelem a közepén van. Ő felelős az optimális hőmérséklet kialakításáért forrasztás közben.
Videó 7. A forrasztópáka áttekintése PVC hegesztéshez
Jobb, ha az eljárást nem egyedül, hanem asszisztenssel együtt hajtjuk végre. Valakinek kezelnie kell az eszközt, míg a másik előkészíti és elhelyezi a részleteket.
A hatalomról
A piacon leggyakrabban 1,5-2 watt teljesítményű berendezéseket találnak. Ez még azoknak is sok lehet, akik otthon használják a hangszert.
Elég és 680 watt a probléma megoldásához. Legalábbis 16-63 milliméter átmérőjű termékekkel való munkavégzéshez. A 850 watt az optimális megoldás ∅ 63-75 mm esetén. Végül 1200 W -ról lesz szükség a termékek ∅ 125 milliméterére, így könnyebb lesz forrasztani.
Mi a helyzet a mellékletekkel?
Jobb nagy készleteket vásárolni. Az optimális választás a szerszámok, amelyek szinte minden átmérőjű, pár darab rögzítőelemmel rendelkeznek. Sok forrasztópáka lehetővé teszi kettő vagy több telepítését egyszerre. De ezek professzionális egységek, mert nem olcsók.
További ajánlások
5 cm és nagy átmérők esetén az optimális megoldás a csuklócsukló használata.Ez a tanács azonban ajánlás jellegű, nem pedig kötelező axióma.
A felületre, amelynek hőmérsékletét egy bizonyos indikátorra hozták, hozzuk az aljzatot, amellyel a szerelvény fel van szerelve. Ezt követően folytatják a munkát magával a csővel.
Fontos a tartási idő pontos betartása. A videók tisztábbá teszik a történetet
Ennek a technológiának a fő előnye, hogy nincs szükség szerelvények szerelésére egyenes szakaszokra. A lényeg az, hogy a szerkezetek vágásai a lehető legegyenletesebbek legyenek. Ebben speciális eszközök segítenek.








 A forrasztópáka fűtőelemeihez hozzák egymáshoz, egy vonalon, ezt a szabályt is szigorúan be kell tartani. Ezeknek az eszközöknek köszönhetően a központosítást könnyebb elérni a legjobb eredmény elérése érdekében. Minden szakasz jól látható a videón.
A forrasztópáka fűtőelemeihez hozzák egymáshoz, egy vonalon, ezt a szabályt is szigorúan be kell tartani. Ezeknek az eszközöknek köszönhetően a központosítást könnyebb elérni a legjobb eredmény elérése érdekében. Minden szakasz jól látható a videón.
Néhány forrasztópáka speciális hangjelekkel rendelkezik, amelyek egy szakasz kezdetét vagy végét jelzik. Ennek köszönhetően a PVC csövek keményforrasztása hatékonyabbá válik.
TOP 5 legjobb ragasztó polipropilén csövekhez
A ragasztók a hardver- és vízvezeték -áruházakban állnak a felhasználók rendelkezésére. Különböznek a ragasztás erejében, a csomagolásban, az alkalmazás jellegében és a típusban. Vásároljon és használjon kötőanyagokat a rendeltetésüknek megfelelően.
COSMOPLAST 500
Egykomponensű ragasztó, amelyet a mindennapi életben és az iparban használnak. Jó tapadási szilárdsággal rendelkezik. Műanyag ablakok gyártására használják, mivel az alkatrészeket különböző szögekben rögzíthetik. Az első tapadás idejét az első másodpercekben rögzítik, és végül kevesebb, mint egy nap alatt kiszárad.
DOW CORNING 7091
Ez a képviselő, 5 mm -nél nagyobb rétegvastagsággal, elnyeri a tömítőanyag tulajdonságait, de legfeljebb 5 mm -ig összekötő hatást fejt ki. Tökéletesen összekapcsolja az azonos típusú tárgyakat. Rugalmas, ellenáll a nedvességnek, és változatlan marad magas és alacsony hőmérsékleten. Egykomponensű típusra utal.
WEICON EASY-MIX PE-PP
A kétkomponensű vagy epoxi ragasztó tökéletes kötést garantál. A termék polietilénből, PVC -ből, üvegszálból és más anyagokból készült. A fő összetétel metil -akrilt tartalmaz, amely elősegíti a gyors tapadást. 24 óra alatt szárad + 20 ° C -on.
HENKEL SUPER MOMENT MAXI
Ez a speciális ragasztó polipropilén anyagokhoz könnyen megoldja a legnehezebb feladatokat. A mesterek között megkapta a nevet - ragasztó polipropilén. Gyorsan és szilárdan rögzíti a fémet, kartont, kerámiát, műanyagot és porcelánt. Kényelmes és puha csomagolás, hosszúkás kifolyóval lehetővé teszi a termék pontos és gazdaságos felvitelét. A szuperragasztó a szakértők szerint azonnal megköt.
SZUPER ragasztóerő
A polipropilén áttetsző ragasztója gélszerű konzisztenciájú, ami jól tükröződik a különböző alakú tárgyak összekapcsolásában. Tökéletesen ragasztja a műanyagot, a bőrt és a fát. A készítmény etil -cianoakrilátot tartalmaz, ennek köszönhetően a száradás sokszor gyorsabb. Fehér és színes anyagoknál a varrás átlátszó és szinte láthatatlan. A szilárdság 175 N.
A polipropilén ragasztására más eszközök is rendelkezésre állnak. A csővezeték javítása előtt gondosan tanulmányozni kell a termék összetételét, használati javaslatait, valamint egyéb rendelkezésre álló képességeit. Így kizárható a rossz minőségű tapadás hibája.
Ragasztó típusok polietilénhez és polipropilénhez
A polipropilént aktívan használják a különböző iparágakban, például az orvostudományban és az élelmiszergyártásban, az autóiparban és a csúcstechnológiai iparban. Nagyra értékelik plaszticitásuk és könnyű feldolgozásuk miatt, mert ez az anyag bármilyen formát ölthet.
A polipropilént általában különböző színű granulátumok formájában értékesítik, amelyeket később az iparban használnak fel.Ezt az anyagot élelmiszerek csomagolására, eldobható fecskendőkre, autós ütközőkre, csövekre, fóliákra, filmszálakra és még sok másra használják.
Többféle polipropilén létezik:
- izotaktikus - az iparban a leggyakrabban használt,
- ataktikus - viaszos és olajos formában különböznek,
- sztereó blokk,
- szindiotaktikus - viszkózus konzisztenciájú.
Általában minden típusú polipropilén a következő tulajdonságokkal rendelkezik:
- kis sűrűségű,
- erő,
- ütésállóság,
- tulajdonságok megőrzése több kanyarban,
- alacsony gáz- és páraáteresztő képesség,
- ellenáll lúgoknak, sóoldatoknak, savaknak, olajoknak,
- vízállóság,
- könnyen újrahasznosítható,
- nem fél a forralástól.
A műanyag alkatrészeket összefogó ragasztók nagyjából két csoportra oszthatók
- Hőre keményedő. Ezek alapja epoxi, poliészter és hőre keményedő gyanták.
- Hőre lágyuló. Ebbe a csoportba tartozó ragasztókat gumialapú keverékekbe és gyanta alapú ragasztókba sorolják.
A hőre lágyuló polipropilén ragasztók lágyulnak és feloldódnak, ha hőmérsékletnek vannak kitéve. A hőre keményedőknek van egy kis előnyük, mivel változatlanul megőrzik szerkezetüket.
A hőre keményedő ragasztókra példa az anaerob polipropilén ragasztó, amely gyorsító, keményítő vagy hő hatásának kitéve lép hatályba.
Anaerob ragasztó polipropilénhez
A keverékek másik osztályozása egy- és kétkomponensű. Az egykomponensűeket használatra kész formában mutatjuk be, csak ki kell nyomni őket a csőből.
Ez például átlátszó ragasztó tömítőanyag Moment polipropilénhez. A kétkomponensű két komponenst tartalmaz, amelyeket használat előtt össze kell keverni.
Példaként említhetjük a Cosmoplast 500 polipropilén egykomponensű ragasztóját, amelyet aktívan használnak a profilok ragasztására szolgáló ablakgyártásban.
Ami a kétkomponensű készítményeket illeti, itt népszerű az epoxi ragasztó keményítővel és epoxigyanta. Hosszabb eltarthatósági idővel rendelkezik, mivel amíg a két komponens nem reagál, a ragasztás nem következik be.







Szerszám polipropilén csövek felszerelésére
| Fotó a hangszerről | Név |
|---|---|

|
hegesztőgép, otthoni munkavégzéshez ajánlott kis és közepes átmérőjű - legfeljebb 63 mm -es PP csövek hegesztésére tervezett egységeket használni. |

|
A csővágó ideális eszköz a polipropilén vágásához. |

|
Borotva - az erősítő réteg eltávolítására tervezték. |

|
A burkolószerszám szükséges a cső kiváló minőségű összekapcsolásához |

|
Jelölő a csövek jelölésére. |

|
Vízmérték és ceruza segítségével rajzolja meg a csövek irányát a falra. |

|
A rulett az építkezés egyik fő eszköze. |
| Zsírtalanítóra van szükség a szennyeződések eltávolításához a hegesztési kötések felületéről. |
A forrasztópáka megvásárolható vagy bérelhető. Nem mindig van kéznél trimmer vagy borotva. Ezekre az eszközökre azonban szüksége lesz a megerősített csövekhez. Tehát a borotvát az erősítés eltávolítására tervezték. Kései párhuzamosak a cső tengelyével. Ennek köszönhetően a kommunikáció középső rétege eltávolításra kerül. A homlokzati szerszámot csövek előkészítésére használják, eltávolítják a megerősítő réteget. Egy ilyen eszköz feldolgozza a véglapot, emellett letörést hoz létre.
A jelöléshez jelölőt és mérőszalagot használnak. Ezenkívül nemcsak a termékek vágási helyét, hanem a hegesztőgép fúvókáiba illesztendő területeket is meg kell határozni.
Forrasztógépek csőhegesztéshez
Az ilyen eszközök nagyon egyszerűen vannak elrendezve. Fő csomópontok:
- hőmérséklet -szabályozó és vezérlőegység;
- fogantyú a készülék rögzítéséhez;
- tartó, amely elkerüli a hegesztőgép felülete és a fűtőelem közötti közvetlen érintkezést.
A készlet fúvókákat tartalmaz, amelyek átmérője eltér, valamint kesztyűt, egy kis szerszámot.A csomag tartalma az eszköz típusától függően változik. Minél szélesebb, annál magasabb az ára.
A forrasztópáka típusai polipropilénhez
Van kézi és mechanikus forrasztópáka. Hazai környezetben azonban a lehetőségek közül az elsőt használják. Ennek oka a tervezés egyszerűsége, a könnyű használat és a kis méretek.
A polipropilén csövek forrasztását saját kezűleg kétféle eszközzel végezzük:
- xiphoid forrasztópáka;
- hengeres.
A forrasztópáka a fűtőelem alakjában különbözik. A xiphoid eszközök lemezén számos lyuk található, amely lehetővé teszi különböző tartozékok felszerelését, amelyek 2 részből állnak: egy tüskéből és egy hüvelyből. Úgy tervezték, hogy felmelegítsék a kommunikáció végső szakaszát. Tehát egy összekötő elemet nyomnak a tüskére, a hüvelyt úgy tervezték, hogy felmelegítse a cső végszakaszát.
A hengeres eszközök kialakítása eltér a xiphoidokétól, ami annak köszönhető, hogy henger alakú fűtőelem van jelen. Ebben az esetben préselt típusú fúvókákat használnak. Fémhengerre kerülnek, szilárdan rögzítve. Az ilyen fúvókák mindkét oldalán tüske és hüvely található. A forrasztási elv ugyanaz, mint a xiphoid megfelelő esetében.
Hegesztőgépek kiválasztási kritériumai
Erő. A legfeljebb 75 mm átmérőjű kommunikációval való munkavégzéshez vásároljon egy 1000 W teljesítményű eszközt. Képességei elegendőek a kiváló minőségű varrás biztosításához. A mindennapi életben azonban a forrasztási módszert gyakrabban használják az 50 mm átmérőjű csövek rögzítésére. Ebben az esetben akár 700 W teljesítményű egységeket is használhat. Ezenkívül emlékezni kell arra, hogy a bekapcsolási áramok bekapcsoláskor sokkal nagyobbak, ezért teljesítménytartalékot (20-30%) kell biztosítani.
Fűtőelem típusa: lemez, henger. A mindennapi életben az első lehetőségek közül választanak, könnyebb vele dolgozni
Ez akkor fontos, ha nincs tapasztalat az ilyen típusú szerelési munkákban.
A fúvókák száma, típusa és mérete. Határozza meg, hogy milyen termékeket kell forrasztani
A kommunikáció átmérőjét figyelembe veszik. A legegyszerűbb modellekben lehetőség van 2-3 cső és még több, azonos számú szerelvény forrasztására. Ebben az esetben 2-3 lyuk van a fűtőelemen.
Gyártó.
Az építési piacon különböző országokban gyártott berendezéseket találhat: Oroszország, Kína, Törökország, Csehország. Az utolsó lehetőség drágább, az ilyen eszközök kiváló minőségűek és megbízhatóak. A hegesztőgépek hibásak lehetnek a hőmérséklet mérésében. Ennek eredményeként a tényleges mutató gyakran nem egyezik meg a céllal.
A csövek előkészítése és ragasztása
Technológia PVC csövek ragasztásához.
A polipropilén csövekhez készült bármilyen ragasztó polivinil -kloridon alapul, amely metil -etil -ketonban, tetrahidrofuránban, ciklohexanonban oldódik. Ezenkívül különféle adalékokat adnak a kétkomponensű ragasztókhoz, hogy javítsák a tapadási teljesítményt, és szabályozzák a keverék viszkozitását és a kötési időt. Amint a ragasztó megszilárdul, az oldószerek elpárolognak, és a polimer molekulák láncai összefonódnak.
A telepítéshez ajánlott bevált márkák megvásárlása (a drága ragasztó nem mindig jó minőségű). Ha követi a ragasztókhoz mellékelt utasításokat, az eredmény minősége hegesztés nélkül is garantált.
Függetlenül attól, hogy az alkatrészeket forrasztják vagy ragasztják, előkészítésre van szükség.
A munkát beltéren, + 5 ° C és + 35 ° C közötti hőmérsékleten kell elvégezni. A szükséges eszközök közül:
- ragasztópisztoly;
- természetes sörtékből készült ecset.
A készülék olló műanyag csövek.
- Olló (csővágó) segítségével vágja le a kívánt hosszúságú csődarabokat. Ezután csiszolja le a vágások széleit csiszolópapírral, hogy eltávolítsa az esetleges sorjakat, amelyek megakadályozzák a légmentesen záródó kötés kialakulását.
- Ezenkívül ragasztó használata nélkül össze kell szerelnie az egész szerkezetet, hogy felpróbálhassa és jelölővel megjelölje az összes ragasztási pontot és a csőszerelvényekbe való belépés mélységét. Ezt követően a csővezetéket szétszerelni kell, és további előkészítéseket kell végezni a ragasztáshoz.
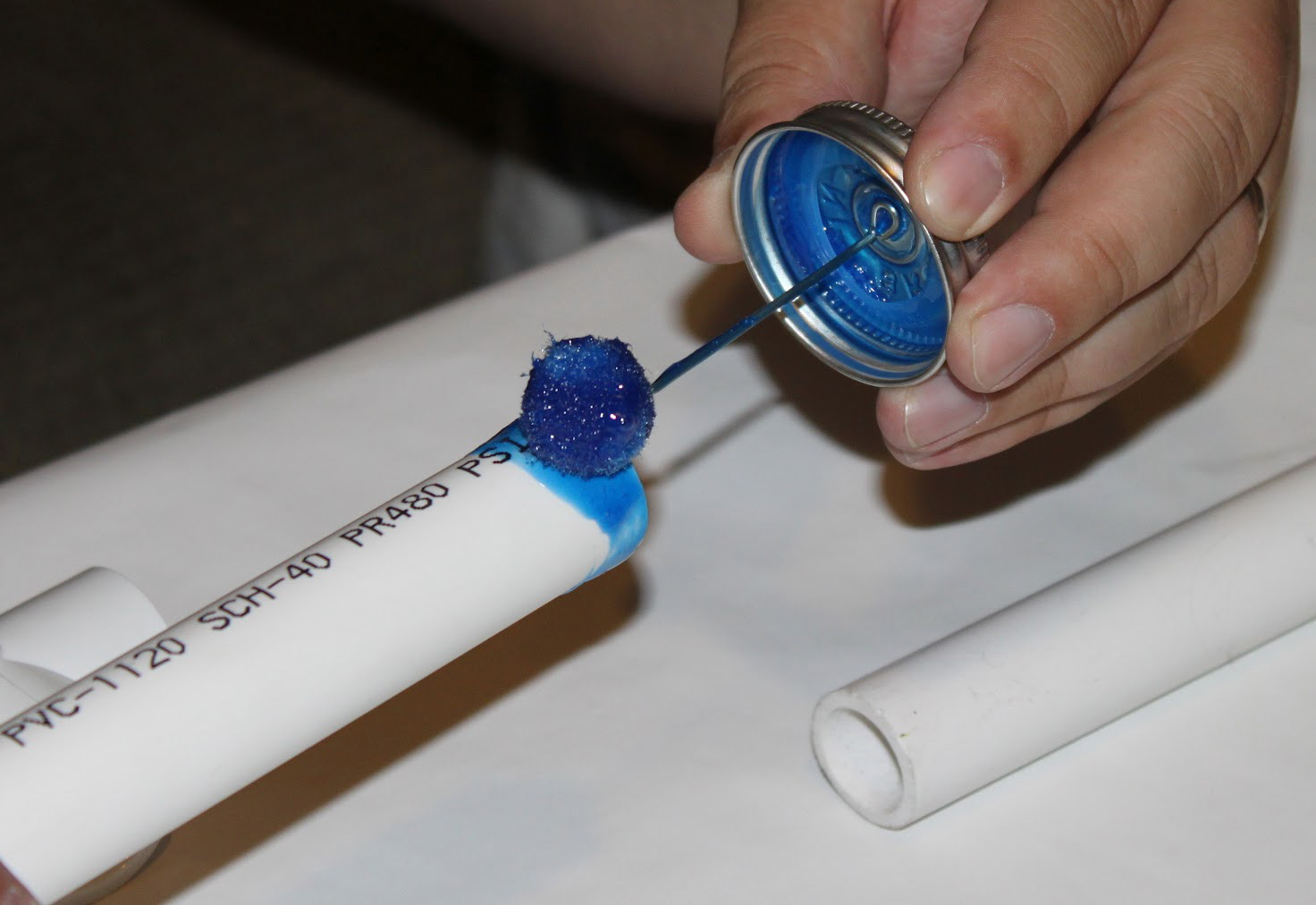
- A ragasztó használata előtt alaposan keverje össze. A megjelölt területeket zsírtalanítani kell, és a felületet tisztítószerekkel tisztítani. Az alkatrészek felületének zsírtalanítása után vékony ragasztóréteget kell felvinni ecsettel. Ezután az összekötő szerelvények aljzatának területén és a csövön egyenletes rétegben vigye fel a ragasztót hosszirányban egy pisztoly segítségével.
- Illessze be teljesen a műanyag csövet az illesztőnyílásba, összpontosítva az illesztési folyamat során a jelölővel tett jelekre, anélkül, hogy elforgatná vagy rázná az alkatrészeket. Várhat még 0,5 percet, határozottan tartva az alkatrészeket, várjon, amíg a ragasztó megszárad. Ha felesleges ragasztó jelenik meg, távolítsa el szalvétával.
- A csővezetéket fel lehet tölteni vízzel, és nyomás alatt tesztelni kell annak szilárdságát 24 órával az alkotóelemek ragasztásának befejezése után.
Tipikus hibák
A hegesztés során előforduló hibák közül kiemeljük a leggyakoribbakat:
- Az alkatrészek előzetes tisztítása nem elegendő. Ez az ízület gyengüléséhez vezet.
- A cső és a szerelvény helytelen beállítása. 1-2 másodperc alatt ez a hiba kijavítható, miután a kötés megszilárdult, ezt nem lehet megtenni.
- A hegesztett termékek anyagának következetlensége. Kiderül, hogy megbízhatatlan és rövid életű kapcsolat.
- A munkatechnika megsértése, a hőmérséklet és a fűtési idő be nem tartása.
Akkor elkerülheti a hibákat, ha figyelembe veszi a szakemberek ajánlásait, betartja a munka elvégzésére vonatkozó követelményeket, és nem sérti a hegesztési folyamat technológiáját.
Az ilyen munka egy technikailag hozzáértő ember kezében van, aki képes a kezével dolgozni.
Ha ezt még nem tette meg, akkor az első szakaszban meghívhat egy vízvezeték -szerelőt, és közelebbről megvizsgálhatja tetteit.







Megtekintések: 1050
654
PVC csövek ragasztócsatlakozása
Ezt a PVC csővezeték telepítési módszert kémiai hegesztésnek vagy forrasztásnak is nevezik. A kialakított kötés egy darabból álló és tömített, míg a szerelvényre nehezedő terhelés egyenletesen oszlik el a teljes érintkezési felületen, mint a fém elemek hegesztésekor.
Az összeszerelés befejezéséhez az egyik cső megtisztított végét letöréssel (vágással) a másik csonkjába kell behelyezni. A ragasztás lényege, hogy lágyítja az összeillesztendő felületeket úgy, hogy formájuk elvesztése nélkül plasztikussá váljanak, és a polivinil -klorid meghasadjon, és kémiai reakcióba lépjen. Amikor a felületek érintkeznek, az egyik cső PVC -részecskéi a másik azonos részecskéivel kötődnek, és molekuláris szinten kötést képeznek. A ragasztó katalizátorként működik, amely elindítja a polimerizációs folyamatot.

A PVC csövek hegesztésének azonban megvannak a maga finomságai, például a forrasztás különféle módszerei és a ragasztókkal való munka árnyalatai.
Teljesítmény jellemzők
A PVC termékek egyik legnépszerűbb típusa a háztartási mérnöki rendszerek és ipari csővezetékek berendezéséhez használt ragasztócsövek.
A PVC tulajdonságai meghatározzák a ragasztócsövek következő műszaki jellemzőit:
- fal érdességének együtthatója - 0,6;
- üzemi hőmérséklet tartomány -15 ° C és + 60 ° C között (rövid ideig + 78 ° C -ig);
- gyújtási hőmérséklet - 399 ° C;
- tágulás hőhatás alatt - 5%;
- üzemi nyomás - akár 16 bar;
- falvastagság - 1,5-9,6 mm;
- átmérő - 32-630 mm;
- kiadás formája - sima falú, hullámos;
- az összekötő csövek alakja - egyenes és harang alakú;
- csatlakozási módszer - ragasztó;
- szín - sötétszürke, közel fekete vagy átlátszó;
- élettartam a működési feltételektől függően - több mint 50 év.

Mit jelent a műanyagon való jelölés?
- PET kisnyomású polietilén vagy polietilén -tereftalát.Főleg élelmiszerek csomagolására vagy csomagolására használják. Film, zsákok vagy átlátszó tartályok formájában állítják elő folyékony és ömlesztett árukhoz, valamint italokhoz.
- A HDPE tömörített alacsony nyomású polietilén. Zsugorfóliák és csomagolózacskók kiszabadítására használják.
- A V (PVC) polivinil-klorid nem élelmiszeripari műanyag, amelyet erős és tartós tárgyak, például háztartási vödrök, fém-műanyag ablakkeretek, linóleum gyártására használnak.
- LDPE Nagynyomású kis sűrűségű polietilén. Italok és tejtermékek palackjainak, csomagoló táskáknak, játékoknak, hidegvizes csöveknek a gyártásához használják.
- PP polipropilén. A műanyagok kémiailag inaktívak, hőállóak (150 ° C-ig), leggyakrabban orvosi termékek, hőálló edények és háztartási eszközök, játékok, csövek és forróvíz-szerelvények gyártásában használják.
- PS polisztirol. Szintén élelmiszeripari műanyag, eldobható edények, háztartási eszközök és konyhai edények készítéséhez. Ha habosítják, kiváló porózus hőszigetelést képez - a mindennapi életben és az építőiparban használt polisztirolt.
- O Egyéb - nem újrahasznosítható anyagok, például fémeket, papírt vagy más anyagokat tartalmazó anyagok). Ide tartoznak azok a műanyagok is, amelyek nem tartoznak a hat csoport egyikébe.

PS - polisztirol
A műanyag megbízható ragasztásához gondosan mérlegelnie kell a terméken lévő jelöléseket, és e csoport polimerjeihez tervezett ragasztót kell választania. Van egy másik módszer a műanyag típusának meghatározására - egy kis darabot fel kell gyújtani. Minden típus jellegzetes szaggal és lángtípussal ég. Ennek a módszernek a megbízható otthoni használatához jelentős tapasztalattal kell rendelkeznie.
Néhány funkció
- A polipropilén termékek alacsony költséggel rendelkeznek, ami egyértelmű előny.
- A megkülönböztető jellemzők, amelyek meghatározzák a választást ezen termékek mellett, a tartósság, a megbízhatóság, a könnyű telepítés, beleértve a hegesztést is;
- Szigetelő tulajdonságai miatt a cső belsejében nem képződik vízkő, ami nem mondható el a csővezeték fémszerkezetéről. Ezenkívül a polipropilén csövekkel rendelkező szerkezetek sokkal könnyebbek.
- A polipropilén csövek közötti összeköttetést egy speciális "forrasztópáka" segítségével végzik, amelynek különböző fúvókái vannak a csövek végeinek forrasztásához (hegesztéséhez). Az ilyen kötéseket nagy megbízhatóság jellemzi. Ugyanakkor szerelvényeket használnak a polipropilén cső és a fém alkatrészek összekapcsolására.
- Azt kell mondanunk, hogy a rendszer egyszerűen csatlakoztatható a különböző szerkezeti részekhez. A polipropilén csövek fektetése során emlékezni kell egy fontos szempontra: csak szobahőmérsékleten fordulhat elő.
A fűtési rendszer telepítése során különös figyelmet kell fordítani arra, hogy a csövek milyen anyagokból készülnek. Jelenleg a korróziós folyamatoknak kitett elavult anyagokat gyakorlatilag nem használják a modern épületszerkezetekben, azonban egyes gyártók továbbra is felajánlják ezek megvásárlását.
Az acélcsöveket csúcstechnológiájú és modern polipropilén csövek váltják fel.
Annak érdekében, hogy meggyőződhessenek előnyeikről, kis összehasonlítást végezhet más termékekkel.
A fémcsövek meglehetősen vonzóak, korrózióra hajlamosak, lehetetlen a rendszer rejtett telepítését elvégezni. A telepítést nagyon ritkán végzik hegesztés használata nélkül. A polipropilén csövek viszont a legoptimálisabb tulajdonságokkal rendelkeznek.

Polipropilén csövek használata a háztartási vízellátó rendszerben. Ezeket a csöveket tartósságuk és könnyű telepítésük jellemzi.
meglehetősen gyorsan az ilyen szerkezetek csatlakozásainak minőségét a megbízhatóság jellemzi.A fala szendvicsnek tűnik, amelynek belső és külső rétege műanyag. Ezen műanyag rétegek között perforált alumínium is található.










Emiatt egy ilyen cső meglehetősen nagy nyomást tud ellenállni, mivel az alumínium nem teszi lehetővé a cső falának törését. Ezenkívül a polipropilén csövek ellenállnak a korrozív folyamatoknak.
A gyártók jelenleg hatalmas választékban kínálnak különféle szerelvényeket, amelyek átmérője, alakja és funkcionalitása különbözik.
A forrasztási vagy hegesztési eljárás helyet biztosít a szerelvény és a cső rögzítéséhez, bár újabban ez menetes kötéssel történt volna. Ennek a rögzítési módnak köszönhetően a legnagyobb szivárgásállóság és tartósság biztosított.
A polipropilén nagyon tartós anyag; a csomóponton történő préselés során ellenáll a 28 atm nyomásnak.
Telepítési módszerek
A ragasztó PVC termékek forrasztása kétféle módon történik:
- Forró ragasztó - alkalmas egyenes csövekhez és fugázott csövekhez.
- Hideghegesztés - csak aljzattermékek összekapcsolására használják.
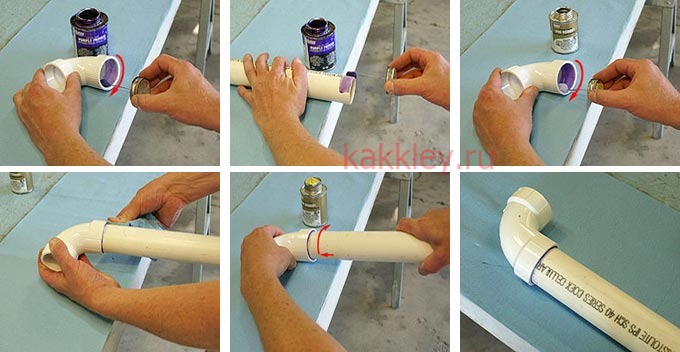
A forró kötés folyamata hasonló a fémtermékek hegesztéséhez:
- az összeillesztendő felületeket egyenletesen kenjük ragasztóval a forró hegesztéshez;
- lágyulásig hevítjük (260 ° C -ig) egy speciális forrasztópáka segítségével, fúvókáit a csövek végébe illesztve vagy a csöveket építőipari hajszárítóval fújva;
- helyezze be az egyik cső végét letöréssel a másik aljzatába;
- fél órán keresztül tartsa mozdulatlanul a csomót, hogy a ragasztónak legyen ideje „megragadni” és megszáradni, ez körülbelül fél órát vesz igénybe;
- 2,5 óra múlva a műanyag teljesen lehűl, és egy nap alatt befejeződik a polimerizációs folyamat - a párosodó felületek polivinil -klorid molekulái erős kötéseket képeznek.
A hideghegesztési eljárás inkább két elem szokásos ragasztására hasonlít:
- egyenletesen kenje fel a felületeket ragasztóval,
- helyezze egymásba a kenett területeket,
- tartsa a csomót álló állapotban körülbelül 1-4 percig, hogy a ragasztó megszilárduljon;
- a hideghegesztési polimerizációs folyamat is körülbelül egy napot vesz igénybe.
Rövid utasítás
Először a szerelvényeket és csöveket hegesztésre készítik elő, amelyek feldolgozást igényelnek. A megerősített termékeknél szükség van egy fóliaréteg eltávolítására. Szükséges zsírtalanítani az összes alkatrészt, amelyeket később forrasztani kell.
Videó 3. PVC cső forrasztása a falon forrasztópáka segítségével
Egyrészt egy összekötő elem van felszerelve a hegesztő fűtőelemére, másrészt maga a cső rögzítve van. Az összekötő hüvelyt kissé más módon használják.
A legfontosabb dolog az, hogy hegesztéskor figyelje meg az egyes alkatrészek feldolgozásához szükséges időt. A saját kezű átrendezés, rögzítés és melegítés megköveteli bizonyos időintervallumok betartását.
Az alkatrészek nem deformálódnak csak az egyes műveletek zökkenőmentes végrehajtásával. A hegesztőgépet az üzemi olvadási hőmérsékletre kell állítani. Általában 260 fok van. Ellenkező esetben lehetetlen forrasztani.
A folyamat befejezése után várni kell egy ideig, amíg a szerkezet lehűl. A tengelykapcsoló használatakor tartsa be ugyanazokat a követelményeket.
4. videó DIY forrasztó PVC csővezeték
Hogyan válasszuk ki a ragasztót
A ragasztó megvásárlása előtt el kell döntenie a telepítési módszerről, mivel ez a ragasztó kiválasztásának kezdeti szakasza - a csöveket meleg vagy hideg módszerrel kötik össze.
Ügyeljen a következő információkra a csomagoláson:
- Gyártó. Kívánatos, hogy ez egy jól ismert cég volt, még jobb, ha ugyanaz, amely a beszereléshez vásárolt csöveket gyártotta.
- Időpont egyeztetés. A legmegbízhatóbb kapcsolatot a PVC -csövek ragasztásához használt speciális vegyületek használatával lehet elérni, de az univerzális ragasztó alkalmas a hideg módszerhez is.
- A ragasztandó csövek típusa.Hullámosított és nyomócsövekhez „puha aljzatokhoz” felirattal ellátott ragasztó szükséges, a csővezeték szerelvényekkel történő összeszereléséhez vagy szifon beszereléséhez - „kemény aljzatokhoz”.
- Idő beállítása. A melegen rögzíthető ragasztó esetében három paramétert kell megadni: szárítás (legfeljebb 30 perc), keményedés (legfeljebb 2,5 óra) és polimerizáció (20-24 óra). A hideghegesztés összetételének két paramétere van: szárítás szobahőmérsékleten (3-5 perc) és 40 ° C-on (1-2 perc).
- Szín. Kényelmes a pigmentált termékek használata - ez lehetővé teszi a ragasztóréteg felhordásának egyenletességének szabályozását. Az átlátszó ragasztó kényelmes, mert a varrat mentén maradt feleslege szinte láthatatlan.
- Biztonsági és környezetvédelmi tanúsítvány, toxicitási utasítások. A hidegvízellátó hálózatok telepítéséhez csak környezetbarát anyagok használhatók.
- Tárolási feltételek. A lejárt készítményeket nem lehet használni, és ha nem megfelelően tárolják, a ragasztó a lejárati idő lejárta előtt romlik.
A ragasztó kiválasztásakor fontos szempont az utasítások megléte. Minden ragasztókészítménynek megvannak a saját árnyalatai a használathoz, és a kétkomponensűeknek is vannak tulajdonságai az oldat elkészítéséhez. Ezenkívül az utasítások jelzik, hogy milyen védőfelszerelésre van szükség a telepítés során.










A polipropilén csőrendszerek előnyei
A vízellátáshoz használt polipropilén csövek nem képeznek korróziót és lerakódásokat vízzel érintkezve.
- A csőrendszerek tartóssága és megbízhatósága egyenes arányban áll az alapanyag tulajdonságaival és minőségével. A polipropilén számos értékes tulajdonságot egyesít, ezért tökéletes a hatékonyan működő nyomásfűtési és vízellátó rendszerek létrehozásához.
- Hosszú élettartam. A vízzel közvetlenül érintkező felület nem képez korróziót és lerakódásokat. Idővel a csövek belső átmérőjének mérete nem változik.
- A víz tisztasága megmarad. Ez az anyag vegyileg ellenálló és nem mérgező, ezért nincs hatással a víz minőségére;
- Ellenáll a változó körülményeknek. Tökéletesen ellenáll a nyomásnak és a hőmérséklet -csökkenésnek széles tartományban;
- Alacsony hővezető képességgel rendelkezik, üzemmódban nem képződik pára a csővezeték felületén.
- Képes csillapítani a rezgéseket és a zajokat. A polipropilén szerelvények és csövek jó hangelnyeléssel rendelkeznek, így jelentősen csökken a zaj átvitele, amely a szerelvényeken és csöveken átfolyó víz során jelentkezik. Ennek eredményeként a hangátvitel sokszor csökken az ilyen eszközök (polipropilén) használatakor. A csövekkel való munka öröm.
- Időt megtakarítani. A polipropilén rendszerek telepítéséhez nem kell speciális készségekkel rendelkeznie. Csak speciális ragasztót és pisztolyt kell használni, a hegesztés használata csövek használatakor kizárt.
- Költségmegtakarítás. Az ár -érték arány az alacsony nyersanyagköltség és a könnyű telepítés miatt érhető el. Ezenkívül a tartósság nagyon kedvező a fémhez képest. Ez figyelembe veszi a hegesztési folyamatok költségeit is.
- Igénytelen a szolgálatban. A polipropilén szerkezet nem igényel festést, mivel az egész felületen egységes színű. Nincs szükség a szerelvények és csövek előzetes előkészítésére, vagy a hegesztésre.
Még egy kicsit a megtakarításról. A könnyű súly (9 -szer könnyebb, mint a fém) miatt jelentősen csökkennek a szállítási és tárolási költségek, valamint a telepítés munkaigénye, valamint a telepítés ideje és költsége.